Air conditioners of various types utilized in the USA or Canada are required to meet certain safety standards with similar requirements in most other parts of the world. This is extremely important for industrial applications where they are used as enforcement but by authorities and within companies themselves is on an increasing trend.
Legal requirements governing the use of electrical equipment may sometimes appear complex, certain compliance requirements are clear and universally apply to electrical enclosure coolers.
The most important are the following:
OSHA and NEC Standards
The Occupational Safety and Health Administration (OSHA) governs safety and health in the American workplace and are used as a guide in many other countries many which have similar regulations. In 1971 the National Electric Code (NEC) was incorporated within the Construction Safety and Health Standards of OSHA and therefore all electrical equipment must also conforms to both the safety requirements of OSHA and the NEC. Vortex tube operated control panel air conditioners operate with compressed air. However, they often use electrically operated solenoid valves and thermostats, either as individual pieces or packaged together and these items themselves must meet these safety standards. If a solenoid valve for example is modified, it may be breaking a code. An example of this is drilling a hole in a solenoid to allow for some compressed air flow into an enclosure to keep it purged of environment air instead of using a separate air line for a bypass.
Local Authorities Having Jurisdiction
The Authority Having Jurisdiction (AHJ) that operates locally in the USA is responsible for enforcing local building codes and ensuring compliance. Many of the codes in force by the local authorities are based on the NEC, also known as the NFPA 70. However, others may add local addendums or use their own specific codes.
In all cases, before an installation can be energized the installation must be signed off by a local inspector mandated by the AHJ.
Increasing Importance of Nationally Recognized Testing Laboratories
To ensure that electrical equipment conforms to the relevant codes is to have the equipment certified by a Nationally Recognized Testing Laboratory (NRTL). This certification will be accepted by the AHJ. There are more than a dozen NRTLs licensed in the USA but the most well-known are UL (Underwriters Laboratory) and CSA (Canadian Standards Association).
Before selecting enclosure cooling equipment, make sure that the equipment has been certified and carries the NRTL certification mark. These testing laboratories do more than just “test”. They ensure that the materials used in the products meet a certain standard of quality. One issue with vortex cooler “knockoffs” for example is not only potentially poor quality, but also the use of below standard materials and parts that require a certain level of testing and approval. Anything below “standard” is risky with anything electrical or electronic.
Specific Canadian Requirements
Enclosure cooling systems sold in Canada must conform to the Canadian Electrical Code Part 1. The Canadian Standards Association (CSA) and certain other testing laboratories such as UL are accredited. There are some variations in test requirements and levels of acceptance between the USA and Canada to distinguish between American and Canadian certifications. UL for example puts a prefix C next to their mark and refers to both the USA and Canada approval. Sometimes both a C and US prefix and suffix is used to identify that the product is tested to the standards of both jurisdictions. It’s important to understand this difference so as to avoid the possibility of installing equipment with the incorrect certification for your region. CSA is based in Canada and again does the same with prefix or suffix identification to indicate approval for one or both jurisdictions. Nex Flow Panel Coolers have been tested and approved by UL to meet both Canadian and USA standards and bear the appropriate mark.
Hazardous Areas
Equipment designed for use in a hazardous area must also be certified as such. Your enclosure cooler must conform to the specific hazardous area rating applicable and must be compatible with the rating of the enclosure on which it is used. Proper wiring and connections should be particularly checked.
NEMA Type Enclosure Rating for the Enclosure and Area
The enclosure cooling system used must have the same or better NEMA Type enclosure rating than the electrical enclosure itself. These NEMA Type ratings indicate the design level of the enclosure and the cooling system. For example NEMA Type 4 enclosures are suitable for applications and environments where the panel is subject to wash down. The vortex cooler (or whatever cooking is used) needs to be same or better for that wash down environment. Europe uses IP ratings. Various sources can provide the IP rating that is equivalent to the North American NEMA Type rating. Vortex Coolers like the Nex Flow Panel Cooler have versions tested and approved for NEMA 12 (IP 54), NEMA 3R (IP 14) and NEMA 4-4X (IP 66) applications.
In the U.S. and Canada, it is mandatory for certain equipment to carry the mark of an approved testing laboratory, and an enclosure air conditioner is on the list. Verify before you buy and be safe by using properly certified parts and equipment.
Industrial Panel Air Conditioning Options and Trends
The various options for cooling electrical cabinet coolers include, traditional compressor-based air conditioners, air-to-air heat exchangers (with heat pipes), thermoelectric air conditioners, and finally vortex coolers. Each cooling method has its plus’s and minus’s.
Sensitive electronic devices are used increasingly in hostile environments. High temperatures, contaminant-laden air, high humidity and corrosive atmospheres are bound to negatively affect sensitive electrical and electronic equipment. Damage to the controls can result in costly repairs, downtime, and even lost data. Inadequate protection of the controls can cause unwanted heat buildup, which can increase an enclosure’s internal temperature above the manufacturer’s recommended ratings for electronics/electrical equipment installed inside. This heat can come from both internal and external sources.
Internal heat sources come from the very components that needs cooling. These include:
Variable Frequency Drives (VFD’s)/inverters
Battery Pack back-up systems
Communication equipment
PLC systems
Power supplies
Routers & switches
Servers
Transformers
External heat sources come from the factory environment. Including:
Heat from blast furnaces and foundries in heavy steel and metals production
engine rooms
food processing factories with high humidity and heat
industrial ovens from bakeries and paint facilities
hot climates in general
manufacturing plants, especially producers of materials like insulation, carbon black or where other airborne dust and dirt particles are in the factory atmosphere
outdoor solar heat gain if the control are in direct sunlight
uninsulated and/or non-air conditioned buildings that heat up during the day
Although these heat sources may present a problem and potential damage to the systems – there are various methods in keeping the control panel cool. Here are some ways along with their advantages and drawbacks. Traditional Compressor-Based Air Conditioners Pros: High cooling capacity Cons: Higher maintenance, high capital cost, more sensitive to breakdown the worse the environment
Compressor-Based air conditioners rely on chemical refrigerants to remove heat from electronic/electrical enclosures. In addition to refrigerants, these air conditioners also use compressors, evaporators, condensers, and fans to provide cooling. The refrigerants used in the past are being replaced with more environmentally friendly products but the cost of these new refrigerants are sometimes ten times that of the obsolete refrigerants. In addition, some if not most of these new refrigerants are flammable which means there are design changes to insure safety when connected to a control panel with a potential to produce a “spark”. These units produce condensate which must be removed. Fans need filters which must be cleaned or replaced. If mounted on equipment subject to vibration then the refrigerant can leak out prematurely and need costly replacement. This also means more shutdowns affecting production. Depending on the factory environment lifespan of a traditional air conditioner can be anywhere from five to ten years but in very harsh environments, much much less.
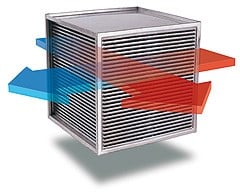
Air-to-Air Heat Exchangers Pros: Low maintenance, relatively inexpensive Cons: Cannot cool below ambient so limited by environment.
Efficient, cost-effective cooling can be realized through heat pipe assembly systems. These air-to-air heat exchangers remove waste heat from sealed electrical panels and enclosures to protect sensitive electronic components without exposing them to harsh, dirty environments outside the cabinet, a nice advantage. Simple design means long life as well, although because they use fans, the fans need to have care and maintenance, especially in harsh factory environments. However, the big problem is that you cannot cool below the environment ambient temperature and in many factory environment that temperature is still too high and therefore limiting the use of this technology.
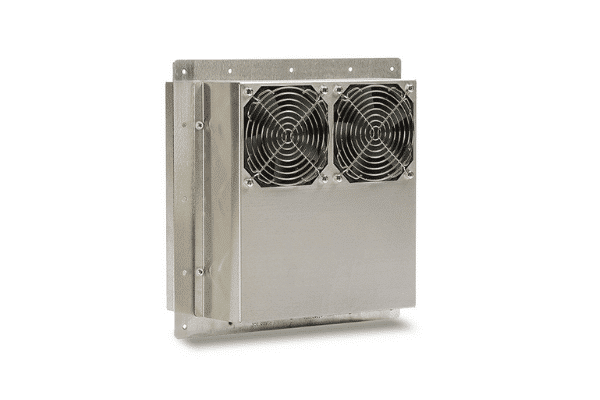
Thermoelectric Air Conditioners Pros: Reliable, relatively low maintenance Cons: Cooling capacity is limited, and must be careful to size accurately, potentially use much more power to operate, extra care needed in installation. Thermoelectric solid-state air conditioners utilizing the Peltier effect were introduced some years ago but only have limited use for a variety of reasons. This effect is harnessed by using two elements of a semiconductor constructed from doped bismuth telluride. Upon application of a direct current (DC) power source, the device transfers heat from one side to the other. The side that heat is taken from becomes cold. They can dissipate loads up to 2,500 BTU/hr. However, there are some issues to consider. Peltier modules release a large amount of heat in the course of operation. They require in the cooler heatsinks and fans capable of efficiently deflecting surplus heat from the cooling modules. Thermoelectric modules are noted for their relatively low efficiency coefficient; when they act as heat pumps, they are powerful sources of heat. Using these modules in cooling devices however, intended to protect the electronic components of the computer, dramatically increases the temperature within the system unit. This sometimes requires additional cooling devices within the controls. If you don’t use additional cooling, the high temperatures can complicate operating conditions — even for the modules. Also, using Peltier modules creates a relatively heavy extra load for the power supply to handle. At the cooling side, the low temperatures produced by the operation of Peltier coolers can be too low and cause moisture from the air to condense inside the cabinet. This is dangerous for electric components. Therefore extra care needs to be taken in choosing the correct unit. When choosing a Peltier module of appropriate cooling power, it is necessary to ensure that the entire surface of its cold and hot sides are used. Otherwise, the parts of the module that do not have contact with the surface of the protected object (such as a processor chip) will only waste power and emit heat, decreasing overall cooling efficiency, possibly quite dramatically. One comment made by an informed user was that “They only become effective when the temperature differential is large enough. In most cases it will just increase the wattage drawn without doing anything that much better than a plain air conditioner.” The cold side gets cold, but then you’ve got an even larger amount of heat to remove from the hot side. So you need an even larger heatsink or some heat removal system on the other side. Hence the extra care in any installation.
Vortex Coolers Pros: Low maintenance, small footprint, low cost, keeps out moisture and dirt, no condensate, not subject to vibration, easy to install. Cons: Require compressed air
Vortex coolers can be a low cost way to cool and purge electronic/electrical enclosures, especially in situations where conventional cooling by enclosure air conditioners is not possible. Applications may include small to medium size equipment enclosures. Vortex coolers use compressed air to provide a cooling air flow. This means they are limited to applications where there is a ready source of clean, compressed air such as in medium to large industrial plants. The positive aspect is that it is these sizes of factories that usually have the cooling issues with their electrical and electronic control panels – hot and humid environment, and dirt and particulate in the atmosphere, have the compressed air.
The primary component in a vortex cooler is a vortex tube, also known as the Ranque-Hilsch vortex tube that creates a swirling effect from the compressed air input and separates it into hot and cold air streams. A vortex cooler is unique in that it has no moving parts. At the end of the hot tube, a small portion of this air exits through a needle valve as hot air exhaust. The cold is pushed into the enclosure which air conditions the cabinet. A properly designed vortex cooler like the Nex Flow panel Cooler has a built-in exhaust so there is no need to vent the enclosure, and has been tested and NEMA (and/or IP) approved to insure no water can get inside a cabinet from the outside. This vortex provides a positive purge on the cabinet, which also helps to keep dirt, dust and debris out of the enclosure. There is no condensate to deal with. Because the compressed air is filtered to be clean and moisture removed (a necessary requirement with vortex coolers), even if the compressed air supply is saturated with moisture before the filter, there will be no moisture inside the cabinet because the compressed air goes back to near atmospheric pressure keeping the relative humidity of the cooling air low. One nice feature about the cooling effect of a vortex tube cooler that is often not noticed is that its cooling effect depends only on the temperature of the compressed air. So even if very hot environments, for example right next to a hot furnace, as long as the compressed air temperature is reasonable, it will cool very effectively. It is very difficult to install a vortex cooler badly. It is simply a matter of putting in a standard knockout hole on the control panel, installing the unit, adding a hose with punched holes (to distribute the cold air around the panel quickly), and then let it operate. An optional thermostat with solenoid can turn the air on and off as needed to conserve energy. A major application is for variable frequency drives (VFD’s) where the cooling is normally needed only on startup only so energy use is actually quite minimal and very cost effective. The harsher the factory environment, the more vortex coolers become economical as they do not break down in such environments nor do they have the extra maintenance the alternatives require.
COMPRESOR BASED AIR CONDITIONERS
AIR-TO-AIR HEAT EXCHANGERS
THERMOELECTRIC AIR CONDITONERS
VORTEX COOLERS
INITIAL COST:
High and becoming Higher
Low
Moderate
Low
EASE OF INSTALLATION
Complex
Simple
Can be complex
Simple
ENERGY USE
Moderate
Low
Moderate
High
MAINTENANCE TIME & COST
Moderate to high
Moderate due to fans
Moderate
Low (may offset energy cost)
EASILY HELPS KEEP ENCLOSURE CLEAN
No
Yes
Yes
Yes
EASILY HELPS KEEP ENCLOSURE DRY
No
Yes
No
Yes
ABILITY TO COOL BELOW AMBIENT
Yes
No
Yes
Yes
FRIENDLY TO ENVIRONMENT
No (costly chemicals that eventually go Into environment)
When Should I Consider Using Vortex Tubes for Spot Cooling?
Vortex tubes create a stream of cold air from compressed air. When discussing spot cooling we want to specify that it is a “small spot”, and not a large area such as would be addressed by a big fan for example. We want to focus on a small area from a tiny “spot” to a few square inches, or to an enclosure which can be much larger to a maximum of around 10 square meters, although there are exceptions.
Such “spot cooling” is needed when heat at that spot is either causing a problem in production or, if production can be improved by cooling. The most common “enclosure cooling” is the cooling of electrical and electronic control cabinets that have potential overheating issues and/or where there are dirt problems due to an unfriendly factory atmosphere inside the enclosure negatively affecting performance and potentially the life of the electrical equipment.
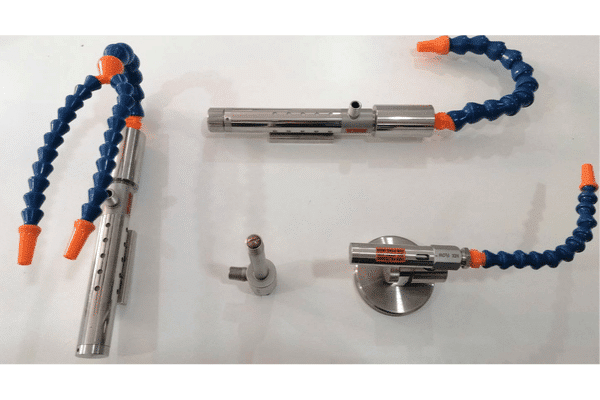
One major “spot cooling” application is the cooling of cutting tools during cutting, drilling, or routing process. Traditionally cutting fluid is used in machining but there is a slow but steady movement to “dry” or “near dry” machining because of the increased safety and especially environmental concerns involved with cutting fluids. Cutting fluids need to be properly disposed of, so there are costs of not only buying the fluid but also the disposal of the fluid. One of the reasons progress is somewhat slow in adapting to dry machining is that cutting fluid not only cools, but also lubricates and cleans the machine tool as it operates. This is where mist cooling systems can come in handy because it is not completely dry allowing lubrication but limits the need for cutting fluid. That being said, dry machining is actually necessary for some materials such as glass, plastic, ceramic and titanium. Vortex Tubes produce the cold air which is blown onto the cutting tool to keep heat down and actually produce a better cut and speed up the machining operation. Often these vortex tubes are packaged with an easy to mount system such as the Nex Flow Tool Cooler.
In some machining application, as when a hole must be drilled deep into a part, some lubrication is required. Nex Flow developed the patented Mist Cooler to provide the necessary lubrication by misting lubricant “cooled” by the vortex tube.
There are of course many other systems developed and being developed to spot cool for machining and eliminate coolant using inert gas for example but the vortex tube is also an integral part in many of developments because they only use “air” and cost in comparison is usually much lower. Cooling gas samples in gas analyzers is another good application for vortex tubes. Industrial camera and all sorts of sensors are used in production more and more, and many of these devices are in very hot areas on a production line. Vortex tubes are compact enough to be used to cool these products and keep them functioning effectively and with no maintenance compared to any other alternative.
Other spot cooling applications addressed by vortex tube technology are numerous and limited only by imagination. Some applications for vortex tubes include cooling the nip roll in a plastic converting process for example to prevent sticking, cooling the head of lasers to prevent heat buildup, setting hot melt adhesives so the glue dries faster and to maximize throughput.
Alternatives in such applications can be much larger in size but vortex tubes are very small. Larger size also typically translates into larger capital cost. As vortex tubes have no moving parts, their maintenance is virtually zero and as long as the compressed air is filtered, their life is as long, or even longer than the equipment they are used with. Compact, zero maintenance and low cost are the key advantages of using vortex tubes for spot cooling over other alternatives.
Utilizing vortex tube technology for cooling enclosures is another major application. There are many ways to cool electronic enclosures and other enclosures with traditional air conditioners. However, factory environments can range from quite benevolent to very harsh. A carbon producing facility will be very dusty. This dust can easily get into control cabinets and cause havoc to the electrical components inside. The limitation on the use of vortex tubes is the amount of compressed air available in any facility. The cost is also a major consideration as compressed air is costly. Where vortex tube based products such as the Nex Flow Panel Cooler become an advantage is when the increased energy cost offsets the cost savings in equipment maintenance costs in both material and time, and in offsetting damage to the controls. It is for very hot, humid or harsh factory environments, that increased energy cost of vortex tube cooling systems can be offset by the savings in maintenance time, materials, disposal of filters and improved control life because they keep out the nasty environment from the cabinet enclosures.
Vortex tube controlled cabinet coolers, like the Nex Flow Panel Cooler, have proper electrical certification to assure that no moisture can enter the cabinet. For example, the Nex Flow Panel Cooler models are available to mount onto cabinets with NEMA 12 (IP 54), NEMA 3R (IP 14) and NEMA 4X (IP 66) classifications.
Vortex tubes for these small “spot” and such “enclosure” applications are both a cost-effective and simple solution where cooling is required.
Vortex tubes are ideal for spot cooling and enclosure cooling. Typically one vortex tube is used for one “spot” and for “one” enclosure. But there are some situations where one vortex tube can be split into multiple “spots” as long as one important criteria is kept in mind. Once the compressed air exits the vortex tube it needs to be directed to the area that needs the cooling. When the vortex tube is out in the open, this is achieved by adding a delivery tube, usually flexible tubing to direct the cold air to that spot. When cooling an enclosure, the cold air is sent directly into the enclosure from inside the enclosure. Once the air exits inside the enclosure it can be further distributed around the enclosure thru tubing but all the cold air is input into the enclosure.
Two factors that must be considered when using the cold air produced in a vortex tube: conduction and pressure drop. The general rule it to keep any tubing on an open space vortex tube as short as possible, preferably under 8 inches. One example where a vortex tube has been used in open space for multiple locations is on routing a plastic part. Once Nex Flow Model 50030H vortex tube had the cold air split into two directions and delivered to cool two routers. Rather than using one vortex tube for each router, one larger capacity vortex tube was utilized. If two separate units were used, they could have been smaller capacity units (Model 50015H), each which is ½ the capacity of what was used. What made this work was delivering the air with large (10 mm) tubing to offset pressure drop and keeping the distance as short as possible (under 8 inches to each router). Also, the tubing was insulated to minimize the effect of conducting heat from the surroundings into the tubing, heating up the cold air. There was consideration for using two vortex tubes but there were also space issues with the application.
But this is not a common application. If the distance they had to cool was much longer from the vortex tube, we would have recommended two of the smaller capacity vortex tubes. There is another consideration when considering the use of vortex tubes for multiple location cooling. Let’s take the example above. If the distance from the vortex tube was only a few inches more, to get the same cooling effect at the router, we would have had to use a larger capacity vortex tube, a Model 50040H. That extra 10 SCFM of compressed air use costs energy. That extra energy cost would more than pay for the extra vortex tube in a very short time, and even if used sparingly, certainly in under a year. The increased operating cost, even with minimal use, can easily be equal to or more than the capital cost of one additional unit.
Concerning enclosures, more than once we had to address an issue with cooling when a Nex Flow Panel Cooler, instead of being attached directly to the control panel. Was for some reason mounting off to one side, and a tube was attached to the bottom of the Panel Cooler and then put into the control panel. Needless to say, the unit did not cool as was expected because the cold air heated up several degrees before it reached the control panel. The Panel Cooler has a built in vent to exhaust the displaced hot air inside the cabinet and of course was not used at all when mounted outside. If you are facing any difficulties with installation – please do not hesitate to contact one of our engineers.
Another thing to remember when installing a vortex tube or a vortex tube operated device like the Panel Cooler, onto an enclosure that it must be installed at the top, or if space is lacking, near the top using a side mount. The reason is that cold air falls and hot air rises. The reason a distribution tube is used at the end of a Panel Cooler is to distribute the cold air faster to isothermalize the cabinet (even out the temperature) more quickly. If the vortex tube device is mounted too low, the hot air will tend to stratify at the top of the inside of the enclosure.
When considering any vortex tube operated device – cabinet enclosure cooler, tool cooler, spot cooler, mini cooler or the vortex tube itself, it is best to keep any attachment at the cold end as short as possible when the product is in open space. When attached to an enclosure of any type, the cold air should be directed directly into the enclosure, near or at the top.
Spot coolers are self-contained air conditioning systems that have all the components of larger air conditioning systems but are compact and easy to move. Spot cooling for industrial applications are used short term to cool a small area on a part or in an enclosure – such as a cabinet. Spot coolers are ideal for cooling electronics, computer server rooms, and humans in small confined work environments. They are often praised for their portability, ease of use, and installation.
Fans cannot cool below ambient temperature because they cool by moving air and cool a wider area. Compressed air amplifiers cool better than fans because of the higher velocity but they also do not cool below ambient temperatures. Air amplifiers also cool a wider area. This blog discusses the three most popular ways to cool below ambient temperature, namely Vortex Tubes, thermoelectric, and cryogenic gas (CO2 and Nitrogen Gas) cooling systems.
It is important that the spot cooling system chosen is reliable because sudden or frequent break downs can cause costly equipment damage, repair, or replacement. Keeping humans cool in a small work area is important as well for health and safety concerns. All Spot coolers come with accessories that allow you to direct the cooled air where it is needed most. Any condensation that results from the cooling process is drained through a hose or bucket.
Vortex Tube Cooling System
Vortex Tube Cooling systems are powered by compressed air. The vortex action separates the compressed air into extremely cold and hot streams. The cylindrical form causes the compressed air to rotate at a high speed (reaching 1 million rpm). A small portion of the air exits through a needle valve as hot exhaust. The remaining air is forced through the center of the incoming air stream at a slower speed. The action of the slower moving air dissipates any remaining heat into the faster moving air. The super-cooled air flows through the center of the generator and exits the cold air exhaust. Depending on the temperature and pressure of the incoming compressed air, it is possible to achieve cold end temperatures as low as – 40 and even – 50 degrees F. The hot air (end) can be up to 260° F (127° C). The Vortex cooling system, or cold end of the Vortex Tube, is often used for “spot cooling” of cabinets, such as control panels and industrial cameras.
Vortex Tubes normally come with the “hot end” adjustable to control the flow and temperature out the cold end. The more flow out the hot side, the lower the temperature out the cold side. The cooling effect (BTU/hour) is determined by both flow and temperature drop. Therefore, for cooling applications, the cold end should be between 60% – 80%. If the cold temperature is most important, then the flow out the cold end should be under 50%.
Choosing the best Spot Cooler
Factors in selection:
Vortex Tube cooling systems that use compressed air is considered where conventional enclosure cooling by air conditioners or heat exchangers is not possible. Ideally, Vortex Tube cooling systems are used to cool small to medium size enclosures, nonmetallic enclosures, and areas where the size of cooling devices is restricted.
For optimum cooling results when using a Vortex Tube cooling system, the following items are required when installing:
Clean, dry, oil-free compressed air
80 to 100 PSIG / 70 degrees F or below. Lower pressures and higher temperatures will reduce BTU/H ratings.
A 5-micron water and particulate removal
A 5-micron oil removal filter when oil is present
Thermostats or temperature indicator sticker
Valve (optional)
Muffler go minimize exhaust noise
Advantages:
The Vortex Tube cooling system has many advantages. The small, portable, light weight, and compact system creates extremely cold air without refrigerants, included CFCs or HCFCs. It is exceptionally reliable since there are no moving parts and virtually maintenance free. It uses minimal electricity (only for the compressor). Vortex Tube cooling systems are useful in harsh and high temperature environments. Customers can expect a long life from Vortex Tubes because Nex Flow uses only Stainless-Steel with a brass generator. Compressed air is not the only gas that can be used to produce cold air, Nitrogen and other natural gases that can be compressed can be used as well.
Applications:
Vortex Tube cooling systems can be used to cool:
electronic and electrical control instruments
machine operations/tooling
CCTV cameras
Set hot melt adhesives
soldered parts
gas samples
heat seals
environmental chambers
workers wearing protective gear
data centers
plastic machined parts and molded plastics
Electronic components
It is understood that cold and hot gas (bi-product) is generated when using a Vortex Tube cooling system.
Choosing the best Spot Cooler
Thermoelectric Coolers (Peltier Effect)
Thermoelectric cooling (TEC) became a viable option for spot cooling in the late 1950s with the development of semiconductor materials. The thermoelectric cooler (TEC), often called the Peltier module, is named after Jean Peltierwho discovered heating/cooling effect when passing electric current through the junction of two conductors in the early 1800s. It is a semiconductor-based electronic component that functions as a small heat pump.
Using a low-voltage positive DC voltage to a TEC, electrons pass from one element (p-type) to another (n-type), and the cold-side temperature decreases as the electron current absorbs heat, until equilibrium is reached. The cooling is proportional to the current and the number of thermoelectric couples. This heat is transferred to the hot side of the cooler, where it is dissipated into the heat sink and surrounding environment. The result is a quick and large temperature differential.
Factors in Selection:
To use Thermoelectric spot cooling, a DC voltage required. This type of spot cooling is ideal when refrigerants are not desired, and space is limited. It a cost effective, reliable, efficient way to spot cool. Multiple thermoelectric coolers are connected side by side and then placed between two metal plates. It is ideal for intermittent heating and cooling applications because TEC seamlessly switches between heating and cooling.
Advantages:
Thermoelectric spot cooling has come to dominate certain applications because of the following benefits:
Precise temperature control and stabilization to 0.01 degree C
reliable
noise-free operation
vibration-free operation
scalable
compact
Choosing the best Spot Cooler
Applications:
TEC is used for spot cooling for the following applications:
Telecommunication applications:
980nm and 1480nm Pump Lasers
Digital Transmission Lasers
Planar Lightwave Circuits
Optical Channel Monitors
CATV Transmission Lasers
Avalanche Photodiodes
Wavelength Lockers
Medical samples
Cold storage
Electronic cabinets
Self-powered appliances
Small scale refrigeration
Harsh environmental protection for critical components
Computer microprocessors and robotics
Cabinet cooling
Cryogenic Cooling (Carbon Dioxide or Nitrogen gas)
Cryogenics is the scientific study of materials and their behaviors at temperatures well below conventional refrigeration. The word comes from the Greek cryo “cold” and “genic”, which means “producing”. Cryogenic temperature ranges can be reported using any temperature scale, but Kelvin and Rankine scales are most commonly used because they are absolute scales that have only positive numbers. The U.S. National Institute of Standards and Technology (NIST) considers cryogenics to include temperatures below −180 °C (93.15 K; −292.00 °F), which is a temperature above which common refrigerants (e.g., hydrogen sulfide, freon) are gases and below which “permanent gases” (e.g., air, nitrogen, oxygen, neon, hydrogen, helium) are liquids. At 250 F below zero, many gases are liquid. Below is a list of temperatures where these gases boil.
Fluid
Boiling (Celsius)
Boiling (Fahrenheit)
Oxygen
-183°
-297°
Nitrogen
-196°
-320°
Neon
-246°
-411°
Hydrogen
-253°
-423°
Helium
-270°
-452°
Before the fluid’s temperature rise, all the liquid must boil away and turn into a gas. None of these gases exist naturally as a liquid. Each of the gases are cooled to put them into a liquid state. Latent heat absorption during the phase change from solid to liquid or liquid to gas causes cooling in the immediate area. According to the American Society of Heating, Refrigerating and Air Conditioning Engineers (ASHRAE), liquid CO2 (LCO2), known as Refrigerant R-744, is the most widely used method used during vaporization of a liquid to a gas. When liquid CO2 is introduced to the system through the nozzle of a spray gun or cooling injector tube on a temperature chamber or thermal platform (cold plate), the liquid quickly turns to solid state CO2 or dry ice. As the dry ice warms up or sublimates (direct change from solid to gas), a great release of the latent heat occurs.
Liquid CO2:
Spot-cooling method uses liquid CO2 injected in controlled pulses through tiny capillary tubes inserted into hard-to-cool areas to the same level as the rest of plastic mold cores. This approach is meant to complement conventional water cooling by ensuring uniform mold temperature without hot spots.
When the cooling cycle begins, LCO2 is fed under high pressure (approximately 850 psi (58.6 bar)) through the thin, flexible stainless-steel capillary tubes with solenoid valves to time injections and to the points where cooling is required. The high sublimation energy of the CO2 from solid to gas phase, along with the resulting cold gas, provides a very high local cooling capacity. The CO2 withdraws heat from the steel of the mold and escapes out of the expansion room in gaseous form through an annular gap between the hole and capillary tube.
Liquid Nitrogen:
Under normal atmospheric pressure, Nitrogen can exist as a liquid between the temperatures of 63 K and 77.2 K (-346°F and -320.44°F). Below 63 K, nitrogen freezes and becomes a solid. Above 77.2 K, nitrogen boils and becomes a gas. Since it is obtained from the atmosphere, liquid nitrogen is inexpensive and is rarely refrigerated. It is kept in insulated containers called Dewars and can boil away.
Advantages:
Given the purity of LCO2 supplied for this application (typically >99.98%), there is little danger of residue build-up or contamination of the hole as there would be with water cooling. Meanwhile, Liquid Nitrogen is colorless, odorless, and tasteless. It is an Inert element that is noncorrosive and does not support combustion, so it is safe.
Disadvantages:
There are several risks involved in cooling using cryogenic cooling systems. There is always a risk of asphyxiation, frostbite, or burns if not used and handled properly. Cryogenic gas has large expansion ratio for evaporation. For example, if one liter of liquid nitrogen can result in 700 liters of gas. If released in a small room, it can fill a room and make it an oxygen deficient atmosphere. It is also not safe to digest. It is essential that all the liquid nitrogen is evaporated before ingested otherwise it can boil and cause damage to internal organs.
Choosing the best Spot Cooler
Factors in Selection:
Cryogenic spot cooling systems are ideal for specific applications in automotive, medical, aerospace, consumer products, plumbing, and construction. CO2 is the preferred coolant for spot cooling because it is cheap to capture and compress. It is also ideal for large scale applications due to lower volume cost and longer storage times. The cooling requirements should be above -50 C. For repeated cooling, CO2 must be supplied at the right pressure and at the right temperature without gas bubbles. It stores longer than liquid nitrogen gas, which is stored at -190 C.
Liquid Nitrogen cryogenics is colder and has greater heat removing capabilities below -60˚C. Proper supply and control system design is crucial because if too much coolant sublimates to a solid state at once, blockages in the cooling system can occur.
It is highly recommended that oxygen monitoring equipment is used to test for oxygen deficient atmospheres during cryogenic spot cooling. The system must be properly maintained to prevent blockages.
Applications:
Applications of cryogenic spot cooling include:
Cooling of construction mold
Preserve experimental samples
Coolant for computers
Medicine to removed unwanted skin, warts, and pre-cancerous cells
Instantly freeze food and cocktails – creating an impressive cloud of vapor or fog when exposed to air.
Internet searches will find recipes for nitro-caramel popcorn and pumpkin-pie ice-cream
Plastic and rubber deflashing and grinding
Metal treating
Biological sample preservation
Pulverization
Summary
Vortex Tube cooling system is a low-cost choice for industrial applications. Simply adjust the hot end hot air valve to determine the temperature at the cold end. The more air escaping from the hot end reduces the temperature of the cold air flowing from the other end of the Vortex Tube.
It produces cold air instantly for enclosed environments. Since there are no moving parts, there is no spark or explosion hazard. Vortex Tube cooling system have two types of generators that are easily interchangeable. One generator has a cooling effect while the other one restricts the flow of the cold air, which creates extreme cold temperatures such as -40 or -50 F. Apart from special designs, the technology is available in the following configurations:
Packaged Frigid-X® Panel Cooler for cooling control panels
When you need require extreme cold temperatures, Nex Flow recommends using the Frigid-X® 50000C series. Nex flow vortex tub cooling system consists of a stainless-steel body with all metal parts. The cooling system is quiet and instantly creates sub-zero cold air temperatures from an ordinary compressed air supply for spot air cooling applications where precise adjustability of temperatures is important.
Like the Vortex Tube cooling system, Thermoelectric spot cooling is an ideal choice for intermittent cooling/heating applications. The disadvantage is that TEC requires a DC voltage because multiple thermoelectric coolers are connected side by side and then placed between two metal plates. Although equally effective for cooling to extreme temperatures as Vortex Tube or thermoelectric cooling systems for many industrial applications, cryogenic cooling appears to have the highest risks and the greatest need for monitoring equipment for health and safety concerns. Nex Flow specializes in research and development of cooling technology required for industrial fic applications, such as spot cooling. Nex Flow® stays ahead of the competition by finding new applications for this unique technology, and to improve the efficiency of the products which depends on many proprietary factors. Corrosion-resistant, food-grade stainless steel means that all Nex Flow equipment is dependable, and long lasting. All spot cooling equipment is precision machined, assembled, and tested. Manufactured to withstand extreme temperatures and environmental conditions, the Vortex Tube cooling system is produced under strict quality control, which ensures years of reliable maintenance free operation.
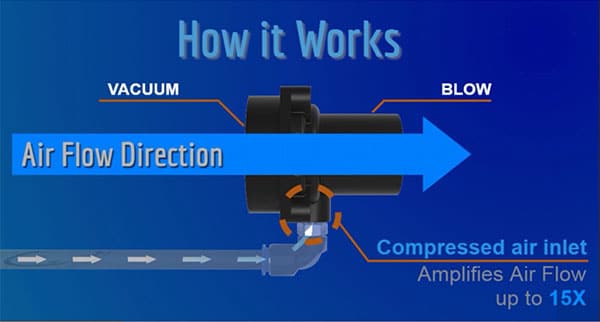
There are two types of Air Amplifiers – Air Pressure Amplifiers and Air Volume Amplifiers. This article talks about volume amplifiers, which harness the energy from a small parcel of compressed air to produce high velocity and volume, low pressure air flow as the output. It can amplify the volume up to 17 times the air consumed.
The volume amplifier uses an aerodynamic effect called “the Coandă effect”. One example of this effect is seen on the Coandăangles on airplane’s wing that can cause the airplane to lift. In an airflow amplifier, the force is directed outward to cool or dry a surface. Pressure normally lost as noise and is converted into amplified and high velocity laminar flow.
Compressed air stream flows through an air inlet, clinging to the “Coandă” profile inside. The compressed air is throttled through a small ring nozzle at high velocity and guided towards the outlet. This results in a low-pressure area at the center, inducing a high volume of surrounding air flow to the airstream. Airflow is further amplified downstream by entraining additional air from the surroundings at the exit. This adds further volume and flow to the primary airstream via a similar method. The combined flow of primary and surrounding air exhausts from the Air Amplifier is a high volume, high velocity flow.
The jets of air in the amplifierscreate a high velocity flow across the entire cross-sectional area, which pulls in large amounts surrounding air, resulting in the amplified outlet flow.
Note: Air Amplification Ratio is the ratio of the air flow in standard cubic feet/minute (SCFM) or standard liters per minute (SLPM) at the exit point divided by compressed air consumption with the same unit. This ratio can vary with inlet pressure and temperature as well as the density of the inlet air, so the figure provided is a weighted average. The ratio may be reduced if any back pressure is put on the amplifier exit or suction end by attaching a hose, pipe or tubing
There is a balanced between amplified air flow and air velocity. Any air amplification ratio higher than 17 will slow the velocity so much that the blow off force becomes ineffective and the cooling effect lost.
NOTE: It is recommended to regulate the compressed air supply so the very least amount of air necessary is used. Install a solenoid valve on the compressed air supply side to turn the air off when the air amplifier is not in service.
Air Jet
Air Jets are either annular like Air Amplifiersor in a flat design (air edger). Due to their size and “Coanda profile”, annular Air Jets provide a greater concentrated force using amplified air. This makes them ideal for applications like part ejection. Nex Flow Flat air jets or Flat Jet Nozzles are a compressed air operated chamber of shorter length than an air knife with a higher force and flow design. The internal chamber and outside shape are designed to minimize pressure drop and convert this into flow and force.
Flat Air Jet Nozzle (Air Edger®) is used when a much stronger forced air is required than an air knife can provide. The flat jet nozzle can be mounted on manifolds of different lengths (holding 2, 4, or 6 units typically and more). Like an air knife – shims can be added to produce higher force. Due to the chamber design that is quite different from an air knife – a greater range of shims can be added to the flat nozzle allowing it to produce much higher air force than an air knife is able to provide. The Air Edger® Flat Jet is available with various size “gaps” all set with a flat stainless steel shim. Three standard shim sizes are available – .004” (.10 mm), .008” (.2mm) and .020” (.51 mm). Shims can be “stacked” for a larger gap and greater force up to a maximum gap of .024” (61 mm).
Air Knife
An air knife is positive pressurized air chamber that contains a series of holes or continuous slot through which a predetermined air volume and velocity exits. The air is blasted through the air chamber using an air compressor or industrial blower. The air knife is typically made from either aluminum or stainless steel of various lengths but can be made of other materials as well.
Note: Electrical currents from anti-static bars can also be injected into the air knife air stream to neutralize the static electricity charge on some surfaces.
Things to consider when choosing an air knife includes:
Force required
Material: typically aluminum, stainless steel, and special plastics
Required Length or distance from the compressed air source to the target.
Installation Cost
Noise
Air Consumption
Applications of Amplifier, Jets and Knives
Air Amplifier
There are many different applications for air amplifiers to completely list – but main applications include blow off, cooling, and ventilation:
Blow off:
Purging tanks
Used in ventilation of fumes, smoke, lightweight materials from automobiles, welding, truck repair, plating or holding tank or other confined spaces.
Circulate and blow off air
Cool hot parts: Cooling dies and molds
Dry wet parts
Clean machined parts:
Vacuum device to clean machined parts and confined places: dust collection, remove metal chips and scrap, collect and move dust (grain operations)
Clean a conveyor belt or web
Convey:
Used to convey small parts, pellets, powders, and dust.
Exhaust tank fumes; Used to remove fumes quickly and efficiently for venting applications. The fumes can be ducted away, up to 50 feet (15.24 m), and the amount of suction and flow is easily controlled.
Moves air 12 to 20-fold in duct applications and up to 60 times in areas with no ducts.
Component removal, valve gates, and automated equipment for ejection molding systems
Distribute heat in molds/ovens
Sort objects by weight
Used as tools in production lines, wood working, aerospace, construction, dentistry, heath care and hospitals
Used in assembly, chemical processing, robotic cells, and chemical processing
Increasing existing plant air pressures
Used in medical, food, and pharmaceutical installations
Used in Pneumonic cylinders: Enhances efficiency of pneumonic tools and machinery
Bottle molding applications
To enhance the “WOW!” factor of amusement rides in certain thrill rides; such as roller coasters
Coat a surface with atomized mist of liquid
Activating adhesives and heating-shrinking: High air amplification puts much more airflow through the heater coils than would be possible with an ordinary fan or blower. The hot airstream can be felt over 10′ (3m) away!
High temperature /corrosive (up to temperature of 700 F (371 C)
1 1/4” (32 mm)
Cooling
Moving hot air for uniform heating in ovens or furnaces
Exhaust
Circulate air, move smoke, fumes, and light material
Clean and dry parts
2” (51 mm)
4” (102 mm)
Circulate air, move smoke, fumes, and light material
Clean and dry parts
Venting or cooling
Available 0.002 and 0.003” shims can be added
Gap setting from 0.001” to 0.004” to control the output flow and force required.
Material
Application
Plastic
Cooling
Moving hot air for uniform heating in ovens or furnaces
Exhaust
Circulate air, move smoke, fumes, and light material
Clean and dry parts
Aluminum
High temperature/corrosive
Stainless steel
High temperature/corrosive (up to temperature of 700 F (371 C)
Medical, food, and pharma installations
Blow off, cooling, or venting
Special plastic versions are used to cool materials in an electrical power grid where metals can not be used. Alternative materials can be machined to be used as an air amplifier unit in corrosive environments where stainless steel is not sufficient.
Nex Flow manufactures special Air Amplifiers to your specification including special flanged mounting style or with a PTFE plug to avoid sticky material build up.
Benefits to Using Air Amplifiers: For air amplifiers, the outlet flow remains balanced and minimizes wind shear, sound levels are typically three times lower than other types of air movers. Both the vacuum and discharge end of the Air amplifier can be ducted, making them ideal for drawing fresh air from another location or moving smoke and fumes away. They are ideal for increasing existing plant air volume for blowing or cooling and for venting.
Compact, lightweight, portable
No electricity
No moving parts – no maintenance
Ends are easily ducted
Instant on/off
Longer life in difficult environments than competitive models.
Lower compressed air consumption than ejectors and venturi.
Maintenance free with output easily controlled, safe to use.
Air Jet
Flat jet air nozzles are used for a concentrated and targeted application of air and other gases. They are used to provide a powerful stream of high velocity laminar flow and high force for blow off and cooling applications where air knives are not sufficient.
Annular Air Jets entrain large volumes of surrounding air through the Jet (like Air Amplifiers) and are more efficient flow amplifiers than Air Nozzles. They cover a larger blow off target than a Nozzle and are ideal for part ejection. An air nozzle provides a point force, while the Air Jet acts more like a “hand” and covers a larger area in blow off coverage. This can be an advantage in part ejection where two nozzles are normally required to “direct” the ejected part while only one jet is needed. This can dramatically reduce energy required as well as have a lower footprint on themachine.
Applications of an air jet:
Part cleaning
Chip removal
Part drying
Part ejection
Air assist
For moving heavier material that requires extra force to move.
Benefits to using an Air Jet: Air consumption and noise levels are minimized with its special design and configuration while providing a strong blow off force.
Reduced compressed air cost
10 dBA average noise reduction
Conserve compressed air
Compact
Improved safety
Meets OSHA noise level requirements
Improved production
Air Knife
An air knife is used to create an air curtain to clean, dry, or cool a surface of a product without mechanical contact. In most cases, the air knives are stationary while the products that are cleaned or cooled are traveling on conveyors. In other manufacturing applications, the air knife moves or rotates over the surface of the stationary product. In rare circumstances, an air knife can be used to cut products. One such example in the food industry is by using an air knife to cut into cake frosting.
The following is a comprehensive list of air knife applications using compressed air:
An air knife is used to blow off a curved or flat surface of unwanted liquid (such as water), grime, airborne debris, dirt, or dust from surfaces or objects using a high-intensity, uniform sheet of amplified airflow.
Air knives are a good cooling tool.
They are also used to control the thickness of liquids
Used in food, pharmaceutical, packaging, automotive, mining, heavy industries (steel and aluminum), and circuit board manufacturing, and printing
Used the first step in recycling to separate lighter particles from other components.
Used in post manufacturing of parts for drying, conveyor component cleaning, and to draw in waste fumes or exhaust.
Create an invisible air barrier to separate heated or cooled environments from one another in industrial applications such as continuous metal heat treating ovens, cold process or storage areas in food processing or dust containment for the entrance to clean rooms.
Removal of excess oils, liquids, and dust from flat and curved surfaces
Part Drying after wash
Conveyor cleaning
Component or Parts Cooling
Drying or Cleaning of Moving Webs
Environmental Separation (air barriers)
Blow off in pre-paint systems
Bag opening in filling applications
Scrap Removal in converting operations
Benefits to Using compressed air – air knife:Compressed air operated air knives are more compact in design, easier to control, and far less noisy than blower operated units.
Quiet – 69 dBA for most applications
Uniform airflow across entire length
Minimal Air Consumption
High Force/Air Consumption Ratio
Variable force and flow
No moving parts – maintenance free
Easy mounting
Compact, rugged, easy to install
Stainless steel screws in all models
Standard Units 30:1 air amplification
X-Stream Units 40:1 air amplification
X-Steam Units can do the same job as competition at lower pressures
Materials Anodized Aluminum, Hard Anodized Aluminum, 303/304 stainless steel and 316L stainless steel
Stainless Steel shim
Special Lengths Available
Blower operated systems are advertised as being more energy efficient but that is not always the case. In intermittent blowing and lower pressure applications, compressed air knives can be as energy efficient as blower operated systems.
Compressed air operated air knives have smaller/more compact dimensions, more rugged, quieter, and do not have the costly maintenance compared with blowers, making compressed air operated systems the smart choice especially when space is a premium. A compressed air operated air knife provides significantly more force than a typical blower.
Air knives are ideal for liquid and dust blow off. Air knives provide clean, heated air; low operating noise (even without sound enclosures); and easy installation and operation.
Drawbacks to Using Compressed air – Air knife: Not good for heavier material that needs to be removed. In this case, choose an air jet.
Conclusion
Compressed air operated Air Amplifiers, Jets, and Knives are effective tools for your manufacturing environment. It is critical to know the requirements of your application to choose the correct product. Experts at Nex Flow are happy to assist you in choosing your compressed air solution for your manufacturing application.