Air conditioners of various types utilized in the USA or Canada are required to meet certain safety standards with similar requirements in most other parts of the world. This is extremely important for industrial applications where they are used as enforcement but by authorities and within companies themselves is on an increasing trend.
Legal requirements governing the use of electrical equipment may sometimes appear complex, certain compliance requirements are clear and universally apply to electrical enclosure coolers.
The most important are the following:
OSHA and NEC Standards
The Occupational Safety and Health Administration (OSHA) governs safety and health in the American workplace and are used as a guide in many other countries many which have similar regulations. In 1971 the National Electric Code (NEC) was incorporated within the Construction Safety and Health Standards of OSHA and therefore all electrical equipment must also conforms to both the safety requirements of OSHA and the NEC. Vortex tube operated control panel air conditioners operate with compressed air. However, they often use electrically operated solenoid valves and thermostats, either as individual pieces or packaged together and these items themselves must meet these safety standards. If a solenoid valve for example is modified, it may be breaking a code. An example of this is drilling a hole in a solenoid to allow for some compressed air flow into an enclosure to keep it purged of environment air instead of using a separate air line for a bypass.
Local Authorities Having Jurisdiction
The Authority Having Jurisdiction (AHJ) that operates locally in the USA is responsible for enforcing local building codes and ensuring compliance. Many of the codes in force by the local authorities are based on the NEC, also known as the NFPA 70. However, others may add local addendums or use their own specific codes.
In all cases, before an installation can be energized the installation must be signed off by a local inspector mandated by the AHJ.
Increasing Importance of Nationally Recognized Testing Laboratories
To ensure that electrical equipment conforms to the relevant codes is to have the equipment certified by a Nationally Recognized Testing Laboratory (NRTL). This certification will be accepted by the AHJ. There are more than a dozen NRTLs licensed in the USA but the most well-known are UL (Underwriters Laboratory) and CSA (Canadian Standards Association).
Before selecting enclosure cooling equipment, make sure that the equipment has been certified and carries the NRTL certification mark. These testing laboratories do more than just “test”. They ensure that the materials used in the products meet a certain standard of quality. One issue with vortex cooler “knockoffs” for example is not only potentially poor quality, but also the use of below standard materials and parts that require a certain level of testing and approval. Anything below “standard” is risky with anything electrical or electronic.
Specific Canadian Requirements
Enclosure cooling systems sold in Canada must conform to the Canadian Electrical Code Part 1. The Canadian Standards Association (CSA) and certain other testing laboratories such as UL are accredited. There are some variations in test requirements and levels of acceptance between the USA and Canada to distinguish between American and Canadian certifications. UL for example puts a prefix C next to their mark and refers to both the USA and Canada approval. Sometimes both a C and US prefix and suffix is used to identify that the product is tested to the standards of both jurisdictions. It’s important to understand this difference so as to avoid the possibility of installing equipment with the incorrect certification for your region. CSA is based in Canada and again does the same with prefix or suffix identification to indicate approval for one or both jurisdictions. Nex Flow Panel Coolers have been tested and approved by UL to meet both Canadian and USA standards and bear the appropriate mark.
Hazardous Areas
Equipment designed for use in a hazardous area must also be certified as such. Your enclosure cooler must conform to the specific hazardous area rating applicable and must be compatible with the rating of the enclosure on which it is used. Proper wiring and connections should be particularly checked.
NEMA Type Enclosure Rating for the Enclosure and Area
The enclosure cooling system used must have the same or better NEMA Type enclosure rating than the electrical enclosure itself. These NEMA Type ratings indicate the design level of the enclosure and the cooling system. For example NEMA Type 4 enclosures are suitable for applications and environments where the panel is subject to wash down. The vortex cooler (or whatever cooking is used) needs to be same or better for that wash down environment. Europe uses IP ratings. Various sources can provide the IP rating that is equivalent to the North American NEMA Type rating. Vortex Coolers like the Nex Flow Panel Cooler have versions tested and approved for NEMA 12 (IP 54), NEMA 3R (IP 14) and NEMA 4-4X (IP 66) applications.
In the U.S. and Canada, it is mandatory for certain equipment to carry the mark of an approved testing laboratory, and an enclosure air conditioner is on the list. Verify before you buy and be safe by using properly certified parts and equipment.
When Should I Consider Using Vortex Tubes for Spot Cooling?
Vortex tubes create a stream of cold air from compressed air. When discussing spot cooling we want to specify that it is a “small spot”, and not a large area such as would be addressed by a big fan for example. We want to focus on a small area from a tiny “spot” to a few square inches, or to an enclosure which can be much larger to a maximum of around 10 square meters, although there are exceptions.
Such “spot cooling” is needed when heat at that spot is either causing a problem in production or, if production can be improved by cooling. The most common “enclosure cooling” is the cooling of electrical and electronic control cabinets that have potential overheating issues and/or where there are dirt problems due to an unfriendly factory atmosphere inside the enclosure negatively affecting performance and potentially the life of the electrical equipment.
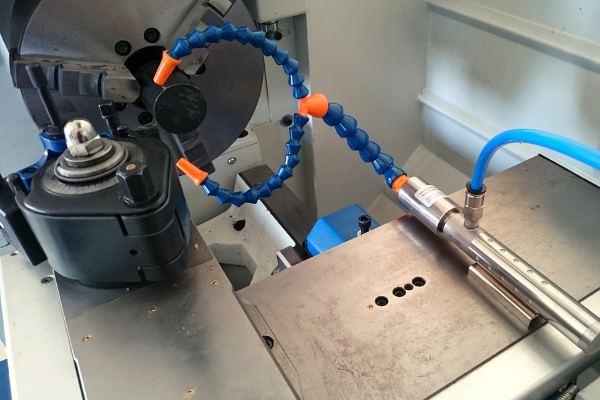
One major “spot cooling” application is the cooling of cutting tools during cutting, drilling, or routing process. Traditionally cutting fluid is used in machining but there is a slow but steady movement to “dry” or “near dry” machining because of the increased safety and especially environmental concerns involved with cutting fluids. Cutting fluids need to be properly disposed of, so there are costs of not only buying the fluid but also the disposal of the fluid. One of the reasons progress is somewhat slow in adapting to dry machining is that cutting fluid not only cools, but also lubricates and cleans the machine tool as it operates. This is where mist cooling systems can come in handy because it is not completely dry allowing lubrication but limits the need for cutting fluid. That being said, dry machining is actually necessary for some materials such as glass, plastic, ceramic and titanium. Vortex Tubes produce the cold air which is blown onto the cutting tool to keep heat down and actually produce a better cut and speed up the machining operation. Often these vortex tubes are packaged with an easy to mount system such as the Nex Flow Tool Cooler.
In some machining application, as when a hole must be drilled deep into a part, some lubrication is required. Nex Flow developed the patented Mist Cooler to provide the necessary lubrication by misting lubricant “cooled” by the vortex tube.
There are of course many other systems developed and being developed to spot cool for machining and eliminate coolant using inert gas for example but the vortex tube is also an integral part in many of developments because they only use “air” and cost in comparison is usually much lower. Cooling gas samples in gas analyzers is another good application for vortex tubes. Industrial camera and all sorts of sensors are used in production more and more, and many of these devices are in very hot areas on a production line. Vortex tubes are compact enough to be used to cool these products and keep them functioning effectively and with no maintenance compared to any other alternative.
Other spot cooling applications addressed by vortex tube technology are numerous and limited only by imagination. Some applications for vortex tubes include cooling the nip roll in a plastic converting process for example to prevent sticking, cooling the head of lasers to prevent heat buildup, setting hot melt adhesives so the glue dries faster and to maximize throughput.
Alternatives in such applications can be much larger in size but vortex tubes are very small. Larger size also typically translates into larger capital cost. As vortex tubes have no moving parts, their maintenance is virtually zero and as long as the compressed air is filtered, their life is as long, or even longer than the equipment they are used with. Compact, zero maintenance and low cost are the key advantages of using vortex tubes for spot cooling over other alternatives.
Utilizing vortex tube technology for cooling enclosures is another major application. There are many ways to cool electronic enclosures and other enclosures with traditional air conditioners. However, factory environments can range from quite benevolent to very harsh. A carbon producing facility will be very dusty. This dust can easily get into control cabinets and cause havoc to the electrical components inside. The limitation on the use of vortex tubes is the amount of compressed air available in any facility. The cost is also a major consideration as compressed air is costly. Where vortex tube based products such as the Nex Flow Panel Cooler become an advantage is when the increased energy cost offsets the cost savings in equipment maintenance costs in both material and time, and in offsetting damage to the controls. It is for very hot, humid or harsh factory environments, that increased energy cost of vortex tube cooling systems can be offset by the savings in maintenance time, materials, disposal of filters and improved control life because they keep out the nasty environment from the cabinet enclosures.
Vortex tube controlled cabinet coolers, like the Nex Flow Panel Cooler, have proper electrical certification to assure that no moisture can enter the cabinet. For example, the Nex Flow Panel Cooler models are available to mount onto cabinets with NEMA 12 (IP 54), NEMA 3R (IP 14) and NEMA 4X (IP 66) classifications.
Vortex tubes for these small “spot” and such “enclosure” applications are both a cost-effective and simple solution where cooling is required.
Vortex tubes are ideal for spot cooling and enclosure cooling. Typically one vortex tube is used for one “spot” and for “one” enclosure. But there are some situations where one vortex tube can be split into multiple “spots” as long as one important criteria is kept in mind. Once the compressed air exits the vortex tube it needs to be directed to the area that needs the cooling. When the vortex tube is out in the open, this is achieved by adding a delivery tube, usually flexible tubing to direct the cold air to that spot. When cooling an enclosure, the cold air is sent directly into the enclosure from inside the enclosure. Once the air exits inside the enclosure it can be further distributed around the enclosure thru tubing but all the cold air is input into the enclosure.
Two factors that must be considered when using the cold air produced in a vortex tube: conduction and pressure drop. The general rule it to keep any tubing on an open space vortex tube as short as possible, preferably under 8 inches. One example where a vortex tube has been used in open space for multiple locations is on routing a plastic part. Once Nex Flow Model 50030H vortex tube had the cold air split into two directions and delivered to cool two routers. Rather than using one vortex tube for each router, one larger capacity vortex tube was utilized. If two separate units were used, they could have been smaller capacity units (Model 50015H), each which is ½ the capacity of what was used. What made this work was delivering the air with large (10 mm) tubing to offset pressure drop and keeping the distance as short as possible (under 8 inches to each router). Also, the tubing was insulated to minimize the effect of conducting heat from the surroundings into the tubing, heating up the cold air. There was consideration for using two vortex tubes but there were also space issues with the application.
But this is not a common application. If the distance they had to cool was much longer from the vortex tube, we would have recommended two of the smaller capacity vortex tubes. There is another consideration when considering the use of vortex tubes for multiple location cooling. Let’s take the example above. If the distance from the vortex tube was only a few inches more, to get the same cooling effect at the router, we would have had to use a larger capacity vortex tube, a Model 50040H. That extra 10 SCFM of compressed air use costs energy. That extra energy cost would more than pay for the extra vortex tube in a very short time, and even if used sparingly, certainly in under a year. The increased operating cost, even with minimal use, can easily be equal to or more than the capital cost of one additional unit.
Concerning enclosures, more than once we had to address an issue with cooling when a Nex Flow Panel Cooler, instead of being attached directly to the control panel. Was for some reason mounting off to one side, and a tube was attached to the bottom of the Panel Cooler and then put into the control panel. Needless to say, the unit did not cool as was expected because the cold air heated up several degrees before it reached the control panel. The Panel Cooler has a built in vent to exhaust the displaced hot air inside the cabinet and of course was not used at all when mounted outside. If you are facing any difficulties with installation – please do not hesitate to contact one of our engineers.
Another thing to remember when installing a vortex tube or a vortex tube operated device like the Panel Cooler, onto an enclosure that it must be installed at the top, or if space is lacking, near the top using a side mount. The reason is that cold air falls and hot air rises. The reason a distribution tube is used at the end of a Panel Cooler is to distribute the cold air faster to isothermalize the cabinet (even out the temperature) more quickly. If the vortex tube device is mounted too low, the hot air will tend to stratify at the top of the inside of the enclosure.
When considering any vortex tube operated device – cabinet enclosure cooler, tool cooler, spot cooler, mini cooler or the vortex tube itself, it is best to keep any attachment at the cold end as short as possible when the product is in open space. When attached to an enclosure of any type, the cold air should be directed directly into the enclosure, near or at the top.
Galvanic Corrosion – What it is and how to prevent it?
Galvanic corrosion (also called bimetallic corrosion) is an electrochemical process in which one metal corrodes preferentially when it is in electrical contact with another, in the presence of an electrolyte. This occurs in batteries for example where the cathode stays whole and the anode corrodes as the battery is working. Contrary to some believes – Galvanic corrosion does not only occur in water. Galvanic cells can form in any electrolyte, including moist air or soil, and in chemical environments. As an example, Over 200 years ago, the British naval frigate Alarm lost its copper sheeting due to the rapid corrosion of the iron nails used to fasten copper to the hull. The electrolyte in this case was salt water creating a galvanic cell.
In the case of the Alarm, the iron acted as an anode and was corroded at the expense of the copper which acted as the cathode. Just two years after attaching the copper sheets, the iron nails that were used to hold the copper to the ship’s underside were already severely corroded, causing the copper sheets to fall off.
Metals and metal alloys all possess different electrode potentials. Electrode potentials are a relative measure of a metal’s tendency to become active in a given electrolyte. When in the same environment, the more active a metal is likely it is to form positively charged electrode (anode) and the less active metal is more likely it is to form a cathode (negatively charged electrode).
The electrolyte acts as a conduit for ion migration, moving metal ions from the anode to the cathode. The anode metal, as a result, corrodes more quickly than it otherwise would, while the cathode metal corrodes more slowly and, in some cases, may not corrode at all.
The Nex Flow Difference Allowing Products to Last Longer than Competitors
While products such as air knives, air nozzles, air amplifiers, vortex tubes, etc. are not necessarily immersed in any electrolyte, if the environment is humid, or if the equipment is subject to wash down procedures, it is very possible that this type of corrosion can occur. One example is mixing stainless steel and aluminum. There was one example where a competitive cabinet enclosure cooler was observed with a big hole on its side after some years of use. The stainless steel vortex tube inside combined with the aluminum housing, and the factory environment, over time caused the aluminum to act as an anode and started to corrode.
Nex Flow® takes certain steps and actions to prevent this from happening in their products allowing the products to last longer. The first is to protect aluminum that is used, especially if combining it with steel or stainless steel. Our aluminum air knives for example – are anodized and as such have a protective coating to prevent an “electrical circuit” with the stainless steel shims used inside and the stainless steel screws used to hold the air knife together. In addition, the aluminum would tend to act as an anode anyway in an electrolytic environment and being so large compared to the stainless steel shim corrosion would be minimized. Regardless of whether galvanic corrosion would occur, the anodization also protects the air knife from any environment which bare aluminum is unprotected. Similarly, Nex Flow anodizes all their aluminum parts – air knives, air jets, nozzles, air wipes and air operated conveyors such as the Ring vacs. Air amplifiers and flat jet nozzles which are aluminum zinc-cast are powder coated for longer life and also look better.
When it comes to vortex tube technology, such as cabinet enclosure coolers (panel coolers) and tool coolers, no aluminum is used. It is stainless steel with some brass internal parts. This works to ensure that you will not find any holes in Nex Flow Panel Coolers caused by galvanic corrosion ever. So when shopping for products to blow off, clean, move, and cool, look not only at the performance data, design and workmanship – all which are important of course – but also refer to the quality and type of material used in construction. You can also refer to this article on how to avoid galvanic corrosion. Remember that materials used and how they are put together does make a difference.
Spot coolers are self-contained air conditioning systems that have all the components of larger air conditioning systems but are compact and easy to move. Spot cooling for industrial applications are used short term to cool a small area on a part or in an enclosure – such as a cabinet. Spot coolers are ideal for cooling electronics, computer server rooms, and humans in small confined work environments. They are often praised for their portability, ease of use, and installation.
Fans cannot cool below ambient temperature because they cool by moving air and cool a wider area. Compressed air amplifiers cool better than fans because of the higher velocity but they also do not cool below ambient temperatures. Air amplifiers also cool a wider area. This blog discusses the three most popular ways to cool below ambient temperature, namely Vortex Tubes, thermoelectric, and cryogenic gas (CO2 and Nitrogen Gas) cooling systems.
It is important that the spot cooling system chosen is reliable because sudden or frequent break downs can cause costly equipment damage, repair, or replacement. Keeping humans cool in a small work area is important as well for health and safety concerns. All Spot coolers come with accessories that allow you to direct the cooled air where it is needed most. Any condensation that results from the cooling process is drained through a hose or bucket.
Vortex Tube Cooling System
Vortex Tube Cooling systems are powered by compressed air. The vortex action separates the compressed air into extremely cold and hot streams. The cylindrical form causes the compressed air to rotate at a high speed (reaching 1 million rpm). A small portion of the air exits through a needle valve as hot exhaust. The remaining air is forced through the center of the incoming air stream at a slower speed. The action of the slower moving air dissipates any remaining heat into the faster moving air. The super-cooled air flows through the center of the generator and exits the cold air exhaust. Depending on the temperature and pressure of the incoming compressed air, it is possible to achieve cold end temperatures as low as – 40 and even – 50 degrees F. The hot air (end) can be up to 260° F (127° C). The Vortex cooling system, or cold end of the Vortex Tube, is often used for “spot cooling” of cabinets, such as control panels and industrial cameras.
Vortex Tubes normally come with the “hot end” adjustable to control the flow and temperature out the cold end. The more flow out the hot side, the lower the temperature out the cold side. The cooling effect (BTU/hour) is determined by both flow and temperature drop. Therefore, for cooling applications, the cold end should be between 60% – 80%. If the cold temperature is most important, then the flow out the cold end should be under 50%.
Choosing the best Spot Cooler
Factors in selection:
Vortex Tube cooling systems that use compressed air is considered where conventional enclosure cooling by air conditioners or heat exchangers is not possible. Ideally, Vortex Tube cooling systems are used to cool small to medium size enclosures, nonmetallic enclosures, and areas where the size of cooling devices is restricted.
For optimum cooling results when using a Vortex Tube cooling system, the following items are required when installing:
Clean, dry, oil-free compressed air
80 to 100 PSIG / 70 degrees F or below. Lower pressures and higher temperatures will reduce BTU/H ratings.
A 5-micron water and particulate removal
A 5-micron oil removal filter when oil is present
Thermostats or temperature indicator sticker
Valve (optional)
Muffler go minimize exhaust noise
Advantages:
The Vortex Tube cooling system has many advantages. The small, portable, light weight, and compact system creates extremely cold air without refrigerants, included CFCs or HCFCs. It is exceptionally reliable since there are no moving parts and virtually maintenance free. It uses minimal electricity (only for the compressor). Vortex Tube cooling systems are useful in harsh and high temperature environments. Customers can expect a long life from Vortex Tubes because Nex Flow uses only Stainless-Steel with a brass generator. Compressed air is not the only gas that can be used to produce cold air, Nitrogen and other natural gases that can be compressed can be used as well.
Applications:
Vortex Tube cooling systems can be used to cool:
electronic and electrical control instruments
machine operations/tooling
CCTV cameras
Set hot melt adhesives
soldered parts
gas samples
heat seals
environmental chambers
workers wearing protective gear
data centers
plastic machined parts and molded plastics
Electronic components
It is understood that cold and hot gas (bi-product) is generated when using a Vortex Tube cooling system.
Choosing the best Spot Cooler
Thermoelectric Coolers (Peltier Effect)
Thermoelectric cooling (TEC) became a viable option for spot cooling in the late 1950s with the development of semiconductor materials. The thermoelectric cooler (TEC), often called the Peltier module, is named after Jean Peltierwho discovered heating/cooling effect when passing electric current through the junction of two conductors in the early 1800s. It is a semiconductor-based electronic component that functions as a small heat pump.
Using a low-voltage positive DC voltage to a TEC, electrons pass from one element (p-type) to another (n-type), and the cold-side temperature decreases as the electron current absorbs heat, until equilibrium is reached. The cooling is proportional to the current and the number of thermoelectric couples. This heat is transferred to the hot side of the cooler, where it is dissipated into the heat sink and surrounding environment. The result is a quick and large temperature differential.
Factors in Selection:
To use Thermoelectric spot cooling, a DC voltage required. This type of spot cooling is ideal when refrigerants are not desired, and space is limited. It a cost effective, reliable, efficient way to spot cool. Multiple thermoelectric coolers are connected side by side and then placed between two metal plates. It is ideal for intermittent heating and cooling applications because TEC seamlessly switches between heating and cooling.
Advantages:
Thermoelectric spot cooling has come to dominate certain applications because of the following benefits:
Precise temperature control and stabilization to 0.01 degree C
reliable
noise-free operation
vibration-free operation
scalable
compact
Choosing the best Spot Cooler
Applications:
TEC is used for spot cooling for the following applications:
Telecommunication applications:
980nm and 1480nm Pump Lasers
Digital Transmission Lasers
Planar Lightwave Circuits
Optical Channel Monitors
CATV Transmission Lasers
Avalanche Photodiodes
Wavelength Lockers
Medical samples
Cold storage
Electronic cabinets
Self-powered appliances
Small scale refrigeration
Harsh environmental protection for critical components
Computer microprocessors and robotics
Cabinet cooling
Cryogenic Cooling (Carbon Dioxide or Nitrogen gas)
Cryogenics is the scientific study of materials and their behaviors at temperatures well below conventional refrigeration. The word comes from the Greek cryo “cold” and “genic”, which means “producing”. Cryogenic temperature ranges can be reported using any temperature scale, but Kelvin and Rankine scales are most commonly used because they are absolute scales that have only positive numbers. The U.S. National Institute of Standards and Technology (NIST) considers cryogenics to include temperatures below −180 °C (93.15 K; −292.00 °F), which is a temperature above which common refrigerants (e.g., hydrogen sulfide, freon) are gases and below which “permanent gases” (e.g., air, nitrogen, oxygen, neon, hydrogen, helium) are liquids. At 250 F below zero, many gases are liquid. Below is a list of temperatures where these gases boil.
Fluid
Boiling (Celsius)
Boiling (Fahrenheit)
Oxygen
-183°
-297°
Nitrogen
-196°
-320°
Neon
-246°
-411°
Hydrogen
-253°
-423°
Helium
-270°
-452°
Before the fluid’s temperature rise, all the liquid must boil away and turn into a gas. None of these gases exist naturally as a liquid. Each of the gases are cooled to put them into a liquid state. Latent heat absorption during the phase change from solid to liquid or liquid to gas causes cooling in the immediate area. According to the American Society of Heating, Refrigerating and Air Conditioning Engineers (ASHRAE), liquid CO2 (LCO2), known as Refrigerant R-744, is the most widely used method used during vaporization of a liquid to a gas. When liquid CO2 is introduced to the system through the nozzle of a spray gun or cooling injector tube on a temperature chamber or thermal platform (cold plate), the liquid quickly turns to solid state CO2 or dry ice. As the dry ice warms up or sublimates (direct change from solid to gas), a great release of the latent heat occurs.
Liquid CO2:
Spot-cooling method uses liquid CO2 injected in controlled pulses through tiny capillary tubes inserted into hard-to-cool areas to the same level as the rest of plastic mold cores. This approach is meant to complement conventional water cooling by ensuring uniform mold temperature without hot spots.
When the cooling cycle begins, LCO2 is fed under high pressure (approximately 850 psi (58.6 bar)) through the thin, flexible stainless-steel capillary tubes with solenoid valves to time injections and to the points where cooling is required. The high sublimation energy of the CO2 from solid to gas phase, along with the resulting cold gas, provides a very high local cooling capacity. The CO2 withdraws heat from the steel of the mold and escapes out of the expansion room in gaseous form through an annular gap between the hole and capillary tube.
Liquid Nitrogen:
Under normal atmospheric pressure, Nitrogen can exist as a liquid between the temperatures of 63 K and 77.2 K (-346°F and -320.44°F). Below 63 K, nitrogen freezes and becomes a solid. Above 77.2 K, nitrogen boils and becomes a gas. Since it is obtained from the atmosphere, liquid nitrogen is inexpensive and is rarely refrigerated. It is kept in insulated containers called Dewars and can boil away.
Advantages:
Given the purity of LCO2 supplied for this application (typically >99.98%), there is little danger of residue build-up or contamination of the hole as there would be with water cooling. Meanwhile, Liquid Nitrogen is colorless, odorless, and tasteless. It is an Inert element that is noncorrosive and does not support combustion, so it is safe.
Disadvantages:
There are several risks involved in cooling using cryogenic cooling systems. There is always a risk of asphyxiation, frostbite, or burns if not used and handled properly. Cryogenic gas has large expansion ratio for evaporation. For example, if one liter of liquid nitrogen can result in 700 liters of gas. If released in a small room, it can fill a room and make it an oxygen deficient atmosphere. It is also not safe to digest. It is essential that all the liquid nitrogen is evaporated before ingested otherwise it can boil and cause damage to internal organs.
Choosing the best Spot Cooler
Factors in Selection:
Cryogenic spot cooling systems are ideal for specific applications in automotive, medical, aerospace, consumer products, plumbing, and construction. CO2 is the preferred coolant for spot cooling because it is cheap to capture and compress. It is also ideal for large scale applications due to lower volume cost and longer storage times. The cooling requirements should be above -50 C. For repeated cooling, CO2 must be supplied at the right pressure and at the right temperature without gas bubbles. It stores longer than liquid nitrogen gas, which is stored at -190 C.
Liquid Nitrogen cryogenics is colder and has greater heat removing capabilities below -60˚C. Proper supply and control system design is crucial because if too much coolant sublimates to a solid state at once, blockages in the cooling system can occur.
It is highly recommended that oxygen monitoring equipment is used to test for oxygen deficient atmospheres during cryogenic spot cooling. The system must be properly maintained to prevent blockages.
Applications:
Applications of cryogenic spot cooling include:
Cooling of construction mold
Preserve experimental samples
Coolant for computers
Medicine to removed unwanted skin, warts, and pre-cancerous cells
Instantly freeze food and cocktails – creating an impressive cloud of vapor or fog when exposed to air.
Internet searches will find recipes for nitro-caramel popcorn and pumpkin-pie ice-cream
Plastic and rubber deflashing and grinding
Metal treating
Biological sample preservation
Pulverization
Summary
Vortex Tube cooling system is a low-cost choice for industrial applications. Simply adjust the hot end hot air valve to determine the temperature at the cold end. The more air escaping from the hot end reduces the temperature of the cold air flowing from the other end of the Vortex Tube.
It produces cold air instantly for enclosed environments. Since there are no moving parts, there is no spark or explosion hazard. Vortex Tube cooling system have two types of generators that are easily interchangeable. One generator has a cooling effect while the other one restricts the flow of the cold air, which creates extreme cold temperatures such as -40 or -50 F. Apart from special designs, the technology is available in the following configurations:
Packaged Frigid-X® Panel Cooler for cooling control panels
When you need require extreme cold temperatures, Nex Flow recommends using the Frigid-X® 50000C series. Nex flow vortex tub cooling system consists of a stainless-steel body with all metal parts. The cooling system is quiet and instantly creates sub-zero cold air temperatures from an ordinary compressed air supply for spot air cooling applications where precise adjustability of temperatures is important.
Like the Vortex Tube cooling system, Thermoelectric spot cooling is an ideal choice for intermittent cooling/heating applications. The disadvantage is that TEC requires a DC voltage because multiple thermoelectric coolers are connected side by side and then placed between two metal plates. Although equally effective for cooling to extreme temperatures as Vortex Tube or thermoelectric cooling systems for many industrial applications, cryogenic cooling appears to have the highest risks and the greatest need for monitoring equipment for health and safety concerns. Nex Flow specializes in research and development of cooling technology required for industrial fic applications, such as spot cooling. Nex Flow® stays ahead of the competition by finding new applications for this unique technology, and to improve the efficiency of the products which depends on many proprietary factors. Corrosion-resistant, food-grade stainless steel means that all Nex Flow equipment is dependable, and long lasting. All spot cooling equipment is precision machined, assembled, and tested. Manufactured to withstand extreme temperatures and environmental conditions, the Vortex Tube cooling system is produced under strict quality control, which ensures years of reliable maintenance free operation.
Vortex tubes are devices that take compressed air and spins it inside the unit creating a spinning air flow in one direction and spins the air flow back in the opposite direction within the first spinning air flow. Part of the air flow is out one end and gets hot, and the internal spinning flow that is let out the opposite end gets cold. It basically acts like tube in tube heat exchanger.
Air input the vortex tube is normally 80 to 100 PSIG (5.5 to 6.2 bar). The air exiting at each end of the vortex tube goes back to atmospheric or at least to a much lower pressure. In considering what you can or cannot attach to vortex tube, you must first consider these realities:
You need a pressure difference between the inlet air to the unit, and the exit points. If there is no significant difference then the system will not work.
The percentage of the air out the cold end is called the cold fraction. For example, if 80% of the inlet air exits the cold side the cold fraction is 80% and the hot fraction (air out the hot side) is 100-80 = 20%. If you add anything to the cold end, there will be a back pressure. This will affect the cold fraction by pushing more air out the hot side thereby reducing the cold fraction. So there is a practical limit of how much back pressure can be tolerated by attaching anything to the cold end. The ultimate limit is a back pressure that pushes all, or almost all the air out the hot end negating any effectiveness for cooling.
Similarly if you attach something to the hot end there will be back pressure pushing more air out the cold end. The limit would be if all the air is pushed out the cold end – it negates most or all of the cooling effect.
Because compressed air exit at both ends, and at a pressure close to atmospheric pressure, a vortex tube is intrinsically safe from over pressurizing, the ultimate supply pressure limited to material integrity (in the case of Nex FlowTM made products, to 250 PSIG).
So when attaching any other accessory to the vortex tube the concepts above need to be considered. Rarely is any attachment made to the hot air exhaust end except for muffling accessories with minimal back pressure. Even in pre-packaged vortex tubes such as Tool Coolers or Panel Coolers, back pressure is very minimal and typically balanced at the cold end with other attachments such as hose hits or air distribution hose with similar back pressure effects, essentially balancing the system. However, if you examine more closely the cold end attachments, which tend to vary the most, there is a limit there as well. When attaching a hose kit such as locline or similar type of hose, the longer the length the more the back pressure. Locline hose is used extensively with Tool Coolers. The general rule is to limit the locline to 12” and under and to make sure the opening nozzle has at least a 1/8” opening. This keeps the back pressure low. Also, the longer you make this attachment, the air will tend to warm up more because of the conduction of atmospheric temperature through the plastic hose to the inside. So practically, the longer the hose, the higher the temperature (less cold air) exiting. In the case of a control Panel Cooler, there is a hose distribution kit supplied which is basically a long PVC hose with a muffler to attach to the end. Instructions stipulate to create inside this long hose to have at minimum of four (4) holes of 1/8” diameter drilled into the hose to let the air out and blow the cold air from the vortex tube onto the hot parts inside the cabinet. This accelerates the cooling of the inside of a control panel. Again, the minimum number of holes is required to minimize the back pressure (and also to help iso-thermalize the control panel faster). If the holes are not drilled, the cold air will exit only at the exit of hose end and with the added back pressure will restrict the flow, hence negatively affect the overall cooling rate (slows the process of equalizing the cabinet temperature). The hose addition onto a Panel Cooler also acts as a backup in case of a very remote possibility of any moisture getting into the panel in the very rare case that the filter on the inlet air fails. There are instances where a vortex tube has a hose attached to the cold end to deliver cold air at a long distance for other applications. It is important to simply use a larger inside diameter hose, the longer the length to minimize back pressure and if possible insulate the hose from conducting heat into the hose, warming up the cold air travelling inside. Care should be taken that the cold end hose is not fully plugged because while the back pressure will force air back out the hot side, any weakness in the hose may also cause it to split and may be dangerous as a result.
The question frequently arise is if it is possible to attach a vortex tube cold air output to the inlet to a blow-off accessory like air knife or an air amplifier (or any other air amplifying or conveying device). The answer is – it cannot be done simply because of the back pressure requirement of the vortex tube (#3 above). Any air amplifying device requires the air inlet to have high pressure. For a vortex tube to work, the air exit pressure from the vortex tube must be low. So attaching a vortex tube to the air amplifying product will just not work.
But…. the possibility of an alternative approach does come up. There have been a few attempted applications, where the air exiting the cold end of a vortex tube is placed near the air entraining end of an air amplifier such as an air jet or small air amplifier like an FX10, or FX20 or even an FX40. Successful results are rare however, and not confirmed, due to how air amplification technology works. The air drawn in by an air amplifier is depends on the amplifier size. For example, an FX10 will amplify air flow about 6.5 times and consumes 4.9 SCFM at 80 PSG. That means it will draw in a volume of 27 SCFM. (6.5-1 = 5.5 multiplied by 4.9). So if you place a vortex tube cold end “close” to the air entraining end the amplified air can be cooled. Even then, much of that cold air will already be mixed with warmer atmospheric air reducing the cold temperature. And, at the outlet of the amplifier about another 3 times the air is entrained from the warmer atmosphere. Assuming basic adiabatic mixing the cooling effect of the vortex tube supplied air will be greatly reduced. With a larger amplifier, the overwhelming effect of the high volume of entraining atmospheric air overwhelms cooling effect of the small volume of cold air from the vortex tube. This is why mixing the two technologies rarely works.
Air amplifiers and even air knives themselves do cool however, and are used extensively (especially air amplifiers) to cool very hot materials such as castings using the wind chill effect. It’s like driving with the window down in your car while driving on a hot day. The high velocity of the amplified air will accelerate the cooling of the hot surface because the high flow and high velocity of the amplified air cuts through the heat boundary layer on the part to remove the heat fast. One example was from an application in Mexico where small, hot aluminum parts which normally cooled in 30 minutes from sitting on a table were cooled in under a minute using a flow amplifier alone.
Vortex tubes are designed to cool enclosures or for spot cooling and not for cooling large areas. In those applications you are best off using air amplifiers. Therefore, combining vortex tubes with air amplifiers however is not a proven method. When using vortex tubes – it is important to understand the above 4 facts governing the operation of the technology.
The positive features of metalworking fluids have long been established and include friction reduction, cooling, corrosion protection, welding protection from the tool to the workpiece and the washing away of metal chips. However reducing cutting fluid use offers the chance for considerable cost savings. Tool life may even improve. The problems to address in machining involve the following: chip removal, safety, cooling and lubrication where necessary.
Today, the economic cost of using fluid has gone way up —including their management and disposal—account for 16 percent of the cost of the average job, up from under 3% two decades ago. Because cutting tools account for only about 4 percent of the total cost of a machining project, accepting a slightly shorter tool life for the chance to eliminate the cost and headaches of maintaining cutting fluids could be the less expensive choice. And tool life may not even go
down thanks to coatings which have been developed for tooling over the years. In addition, there are safety concerns to deal with in the use of cutting fluids. OSHA established the Metalworking Fluid Standards Advisory Committee (MWFSAC) in 1997 to develop standards or guidelines related to metalworking fluids. In its final report in 1999, MWFSAC recommended that the exposure limit be 0.5 mg/m3 and that medical surveillance, exposure monitoring,
system management, workplace monitoring, and employee training are necessary to monitor worker exposure to metalworking fluids.
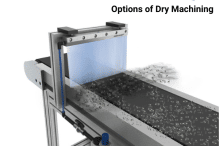
So there is a movement to dry machining for both economic and safety reasons. One of the biggest concerns in dry machining is the removal of chips after machining. Cutting fluid not only cools and lubricate but it also washes away chips. With dry machining, alternatives must be considered and one is the use on an integrated compressed air removal
system. These systems can minimize cost of air using air amplification technology such as Nex Flow Air Mag® Nozzles and standard Air Nozzles for chip removal. Their design allows them to remove chips eve when placed at some distance away due to their laminar air flow.
Safety is immediately improved with dry machining whenever the use of coolant and/or lubricant is eliminated or at least decreased. Advances in the types of coatings applied to cutting tools have been the major factor in improving the feasibility of dry machining to improve tool life in dry machining applications. What is left is lubrication where needed and cooling. With cooling several types of systems are being developed using cryogenics, and even heat pipes, some which involve the use of costly and environmentally unfriendly refrigerants and also costly system designs. The use of vortex tubes is for cooling is a relatively low cost viable option. Tests have shown that vortex tube based air cooling provides a highly efficient heat removal mechanism for metal cutting and delivers thermal cooling performance very much comparable to traditional liquid coolants without the inherent chemical exposure risks to machine operators and harmful impact on the environment. The tool life is very much unchanged and the surface finish quality of workpiece shows no significant change in comparison to liquid cooling. The Nex Flow Tool Cooler was developed for these applications. When lubrication is required the ideal would be to minimize the amount of lubricant needed. Using a vortex tube to cool the lubricant just before it is applied can reduce the amount of lubricant used as much as 20%. The patented Nex Flow Mist Cooler which incorporates vortex tube technology was created for these applications where some lubrication is needed.
Both the Tool Cooler and Mist Cooler are low cost alternatives to use in dry machining.
In summary….
Dry Machining Options
Cryogenics and Micro Lubrication – effective but costly designs
Heat Pipe – limited in cooling effectiveness but low cost
Tool Cooler or Mist Cooler with vortex tube – effective and low cost
5 Ways a Tool Cooler is used to Improve Factory Efficiency
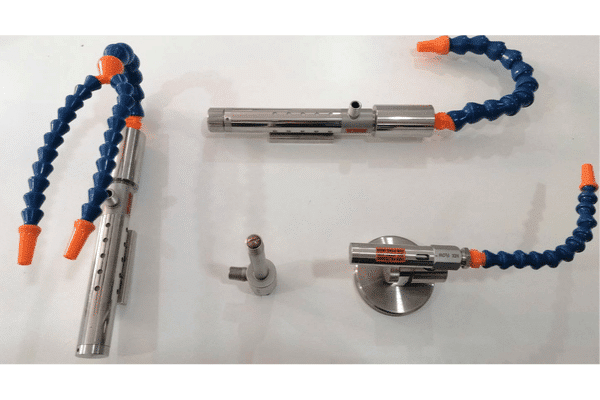
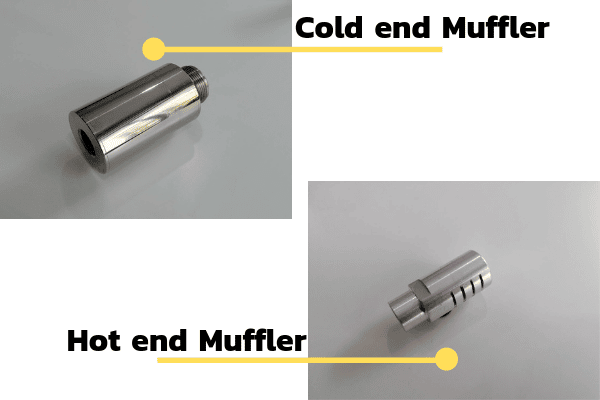
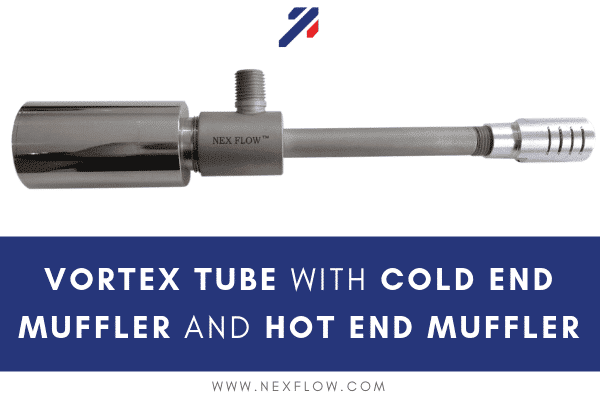
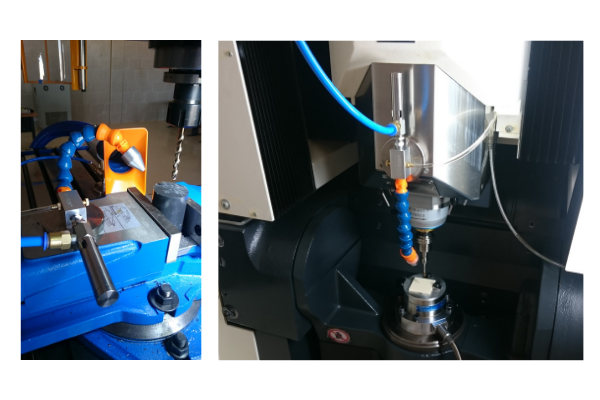
A tool cooler is a packaged vortex tube to make it more easily used. A vortex tube creates very cold, and even freezing temperatures from compressed air for spot cooling. By itself, the vortex tube is quite noisy so accessories to muffle the sound of the device is usually required. The tool cooler consists of a vortex tube with a cold end muffler, and a hot end sleeve (to protect from the heat generated at the hot end) which also incorporates some muffling. In addition, a strong magnet is added onto the unit to easily attach it to any magnet accepting surfaces like a machine or steel table to secure the unit in place. So this “packaged” vortex tube is now quiet, easy to handle and more flexible to use.
Normally a vortex tube by itself has an adjustable hot end plug to control the flow of cold air out the cold and hot ends, and to vary the temperature produced at the cold end. But there is an “optimum setting” that will give you the maximum cooling effect and at the same time keep the temperature just above zero degrees C. This is to prevent any possible freezing in the device should the dew point for your compressed air supply is not very low. For sub-zero temperature generation you should have dry air with a dew point below that of the temperature you wish to produce in the vortex tube.
The most common use for a Tool Cooler is of course for cooling the tool used for drilling, grinding, milling and routing especially for materials that are not allowed to have liquid for cooling for various reasons like the liquid being detrimental to the material or for reason such as avoiding contamination. This would be for plastics, glass, ceramics, titanium and other special materials.In fact there is an entire movement to replace coolant normally used as much as possible due to the high disposal cost of coolant and for environmental considerations. Much has and is being driven towards dry or semi-dry machining which involves significant machine design changes as well since liquid coolant not only cools, but cleans away the chips and waste produced in the machining operation.
Tool coolers or variations such as our mist cooler, which offers some lubrication are becoming more popular. But for materials that have always been dry machined such as plastics, the benefits are faster machining (shortens production time and increases output) and better quality, especially with plastics as it produces less waste in the cut (a much cleaner cut). Tool life can be extended as well in carbide tipped tools because the cold air produced helps prevent micro-carbon cracking.
Setting Hot Melt Adhesives is another common use for the tool cooler. When applying adhesives, the cold temperature helps to set the glue faster and allowing for a faster throughput. In one application (which I cannot detail due to secrecy), has a continuous line of adhesive applied and required rapid cooling which several tool coolers along the length of the process was able to provide. The customer utilized adjustable vortex tubes prior but the problem was actually personnel continually adjusting. As such, some devices were adjusted for higher flow, some for colder temperature but – what slipped the mind is – consideration for the cooling effect change. Our tool cooler is set for optimum cooling and took this issue out of the equation. Nex Flow do also offer adjustable spot coolers in cases where some temperature control is needed.
In line slitting, is a variation in tool cooling in that you are applying the cold air flow to a cutting blade in a slitting operation. The advantage here is not for increasing output, but to have the sharpness of the blade last longer. There is a very noticeable improvement when thicker material need to be slit as the blade would have to work harder and can heat up more. The vortex tube operated tool cooler keeps the temperature down, and extends the blade life. As with the adhesive application, the tool cooler is preset to give the optimum cooling effect to prevent tampering with the unit and maintaining consistency in cooling to control the quality of the adhesive application.
Laser cutting is an application where the tool cooler is very effective. For the laser processing of materials, the material changes in the heat affected zone (HAZ) is an important indicator for quality in microelectronics manufacturing. In laser cutting you focus beams to heat the surface of the material up to a high temperature to melt the material and you want to minimize the HAZ. The cooling from the tool cooler decreases potential burning in the heat affected zone area thereby improving quality. As there is no refrigerant involved, there is no effect on the environment. The low temperature cooling air diminishes the HAZ in laser cutting for glass fiber reinforced composite materials for example.
Chill roll nip cooling is where the Tool Cooler is placed on the nip roll of a plastic film web processing line. Nip rollsor pinch rolls are powered rolls that are used to press two or more sheets together to form a laminated product. The high pressure created at the nip point brings the sheets into intimate contact, and can squeeze out any bubbles or blisters that might cause a defective bond. If the material is too warm it can stick and if the material is very thick or cooling is uneven, there could be a hot spot causing defects which is easily eliminated by using a Tool Cooler.
In all these applications there is no requirement for lubrication. However, there are applications where some lubrication is absolutely necessary. One example is drilling a deep hole into a material. Without some lubrication to the cutting tool, it will bind inside the material being drilled. For this reason Nex Flow developed the patented Mist Cooler which operates not by cooling the tool directly, but by cooling the lubricant applied to the cutting tool to a very low temperature. The liquid is applied as a mist to the cutting tool to provide both the lubrication and cooling it needs. The benefit is the diminished volume of liquid needed to both cool and lubricate. Reduction in chemical use can be as much as 20%, a significant savings even over a short time frame.
Tool Coolers are available in various capacities for cooling depending on the nature of the material being cooled, the rate of throughput and the thickness of the material. There is even a small capacity unit called a Mini Cooler which is used in cutting thin material, and even in sewing operations involving heavy textiles such as jeans and burlap bags where the sowing needles heat up and deform or break thread. The mini cooler keeps them cool. While it is generally a good idea to avoid any adjustable system (as the fixed systems are preset for optimum cooling), the Adjustable Spot Cooler is another packaged vortex tube, very similar to the Tool Cooler but with an easy hand adjustable knob to vary the temperature at the outlet that is available. This is usually used in laboratory applications and for testing where temperature variation is required. Tool Coolers (and other variations) can be specially made to provide sub-zero temperatures if required. The versatility of the Tool Coolers makes it an excellent packaged option for all types of spot cooling applications.
Should I use a Mist Cooling System or go the route of Dry Machining to replace Flood Coolant?
Machine operations still commonly use flood coolant but are working on ways to replace with alternate systems. One such system called Minimum Quantity Lubrication (MQL) attempts to reduce flood cooling. MQL eliminates conventional flood coolant from the machining processes, lubricating cutting tools with a fine spray of oil directed exactly when and where it is needed. MQL reduces oil mist generation; biological contamination of coolant; waste water volume; costs for capital equipment; and regulatory permitting. MQL also improves recycling and transport of coolant contaminated chips. Dry machining is also a growing trend when possible to use and is much less messy than mist cooling systems.
Dry machining has been called the machining of the future and there are many benefits to avoid the use of flood coolant, the most obvious being the increasing environmental considerations and the disposal of waste coolant. (Reference: https://www.theengineer.co.uk/the-benefits-of-dry-machining, Oct 4, 2016). The advantages of cooling, especially to eliminate micro-carbon cracking on carbide tools, are not only for cooling but also to wash out chips from the drilling operations. Machine designs are now taking these things into consideration as the move to dry machining continues, especially as the growth of new composite materials are adopted.
Nex Flow® has developed two products to address dry machining applications – one completely dry and another adapting mist for lubrication.
While obviously using a liquid to cool is easier, compressed air can also be used by adopting vortex tube technology such as that used with our Tool Cooler. A vortex tube takes compressed air and divides the air into a hot and a cold stream – capable of producing very cold temperatures. Normally the temperatures are 0 degrees C. to 5 degrees C. at the exit to avoid condensation. The cold air blows directly onto the desired tool. In many cutting applications this can actually make for a better quality cut. Applications where the vortex tube alone (usually packed in the form of a tool cooler with a mounting magnet to attach to the machine) complete with a flexible hose to deliver the cold air produced, is ideal for cutting, drilling, milling, routing of plastics, glass, and ceramics. Titanium steel is another good application for this totally dry cooling system.
In many situations however, some lubrication is required – for example in deep hole drilling. Without some form of lubrication, the drill can bind. For this purpose, when attempting to eliminate flood cooling, mist cooling has been used where a “mist” is sprayed onto the cutting operation. Nex Flow® has developed a patented system to utilize a vortex tube to cool a lubricating mist which is syphoned up into the unit using a special nozzle. This is their Frigid-X® Sub-Zero Vortex® Mist Cooling System.
As the lubricant is syphoned up, the cold air from the vortex tube cools the lubricant to about 5 degrees C. Then the cooled lubricant is misted onto the cutting tool with volume controllable by an adjusting knob. The liquid being cooled reduces the amount of lubricant needed significantly, up to 20% less than what would be needed with a standard mist coolant. This reduces the environmental effect dramatically, reduces lubricant cost and cools the operation significantly.
The compressed air required for purely dry machining using vortex tube technology is about double that required for using some liquid along with the vortex tube. In both situations it is important that the compressed air is properly filtered to keep the system clean and dry to prevent condensation and any oil clogging up the vortex tube component. Recommendation for filtersis a minimum 10 micron water removal filter and if there is oil in the air line, a 0.3 micron oil removing filter. Without proper filtration the systems can be damaged over time and lose effectiveness.
There was a very interesting application recently on board an oil rig where either a Tool Cooler or a Sub-Zero Vortex® Mist Cooler could be used for a particular cutting application. The restriction was that the temperature produced by cutting metal was to be kept under 200 degrees C. due to the nature of the explosion proof rated environment. This could be accomplished by using either system. Lubrication was not an issue so water was used in the Mist Cooler in lieu of any lubricant. In addition, the use of water itself was not an issue for the materials being machined. Both systems were tested.
Both the systems were highly successful in achieving the goal of maintaining any temperature from the operation below 200 degree C limit. In the end, the Mist Cooler was used because of limited compressed air available for the multiple number of systems required.
In most situations, when moving away from flood coolant it comes down primarily to the need for any lubrication in the process. If no lubrication is required, for both reasons of eliminating lubricant cost and a cleaner environment in the workplace, it would be best to use purely dry machining process. However, for dry machining system with multiple stations, care should be taken to ensure adequate amount of compressed air capacity when using a system like the Tool Cooler. MQL systems are certainly an ideal goal to reduce flood cooling when lubrication is also necessary. When using the vortex tube operated mist system the lubricant should be water based and after use, be thoroughly flushed from the system to keep it clear and clean for the next use. Misting however does effect the nearby environment so reducing the amount of liquid is always a plus. Systems like the our mist cooling system can reduce lubricant use (and cost) up to 20% by cooling the mist as it is being used.
Regardless of which system is chosen, anything to reduce and replace flood cooling offer benefits to both the owners and employees of any company both in cost and environmental impact.
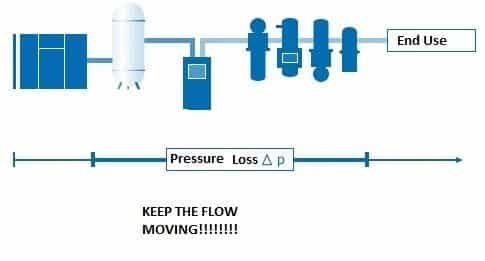
Compressed air flow can be restricted because of improper pipe sizing, unnecessary restrictions in the line, air leaks and lack if cleanliness in the system.
Nex Flow Air Products Corp. specializes in the use of compressed air technology for cleaning, drying, blow off, cooling and moving with the goal of saving energy, and optimizing compressed air use efficiently and effectively. Also offer other specialized technologies related to compressed air use.