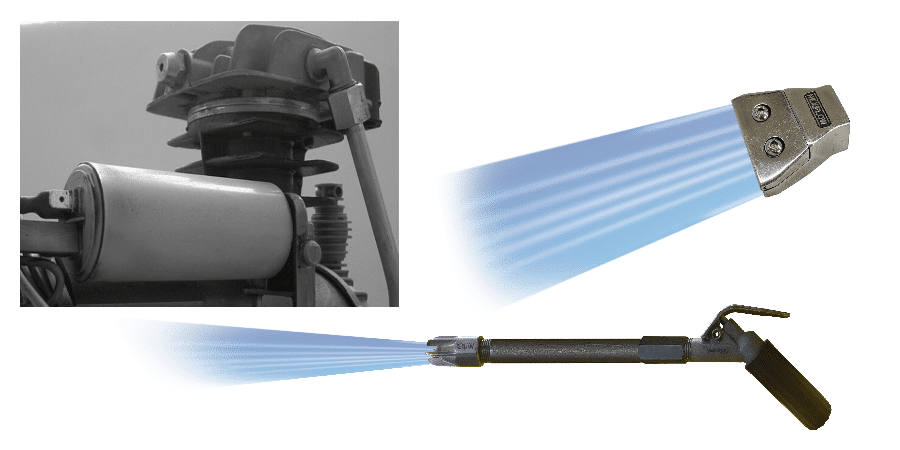
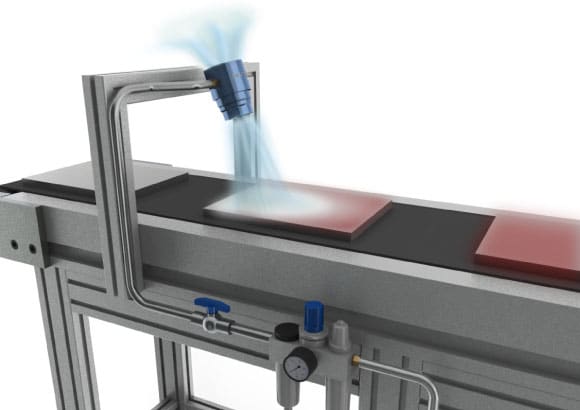
Compressed air-operated air knives are popular for blow-off, cleaning, drying, and even cooling applications. They replace pipes with holes and rows of air nozzles.
When properly sized and installed, they can reduce overall air consumption, reduce noise, and give a continuous and uninterrupted blow-off and cleaning curtain long its length.
As simple as an air knife looks, it is actually a precision-made instrument, and certain characteristics identify a well-produced air knife versus a mediocre design.
Performance comes first, defined by the efficiency and quality of the air output.
You can define efficiency as the airflow’s force (or velocity) divided by the air consumed (SCFM or SLPM). Most air knives tend to be relatively the same in terms of force/consumption, but the more efficient designs will give the highest force at a lower input pressure.
For example, compared to two other significant manufacturers, the Nex Flow® X-Stream® Air Blade Air Knife produces the same force at the same air consumption with the inlet at 60 PSIG compared to the others at 80 PSIG.
At such a significantly lower pressure requirement, one can potentially realize additional energy savings because producing 60 PSIG takes much less energy than producing 80 PSIG.
Another thing to listen for is the noise level between different makes of air knives. Low exhaust noise is a qualitative indicator of efficiency. The lower the noise, the greater the energy use efficiency.
The quality of performance depends on how evenly the flow remains over its length through a wide range of pressure inputs.An even flow across its size is generally the preferred result for applications instead of a design that may spike in the middle. A poorly designed air knife indicates a lack of understanding of the aerodynamics needed for the technology.
Then, there are obvious factors to consider, such as the construction of the air knife and its parts.
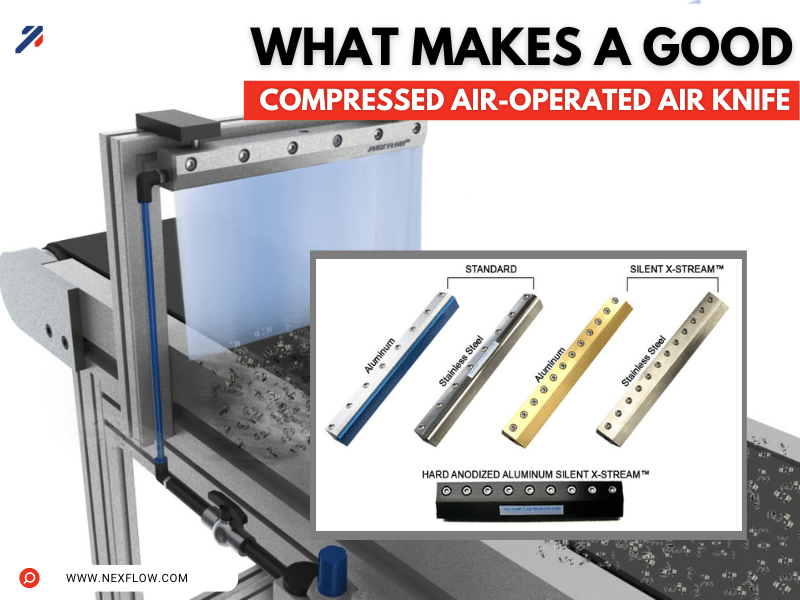
Most air knife designs use a shim to maintain the air gap (where the compressed air exits). People prefer metal shims over plastic shims because they last longer.Even metal shims can wear out over time especially if the air supply is not clean and dry. Plastic shims wear out much more quickly, requiring more maintenance for replacement, and they are, of course, cheaper to produce.
You can also machine the gap, and it is important to machine the gap evenly.
The material used in the body of the air knife may be aluminum, stainless, and, in some cases, plastic.
Aluminum air knives “should” be anodized. If you use aluminum air knives that are not anodized in a factory environment, the condition of the aluminum will deteriorate rapidly. You should not pay a premium for non-anodized aluminum products.
An excuse sometimes provided by suppliers who do not anodize is that it negatively affects the airflow. That is only true if the quality of manufacturing cannot be maintained. It is not an issue if produced well, just a valid cost.
When an air knife is assembled, the screws should be evenly torqued across the length and assembled according to instructions. An air knife should also have adequate mounting options to avoid the need to take them apart to mount. Nex Flow units have mounting holes on all their air knife designs.
Finally, good instructions and service are important. Nex Flow maintains a well-supported global supply chain.
Air Knives are a great product but vary widely in design and quality so choose your brand carefully.
Good Compressed Air Operated Air Knife, important things to know.
.Compressed Air Systems and Performance Efficiency
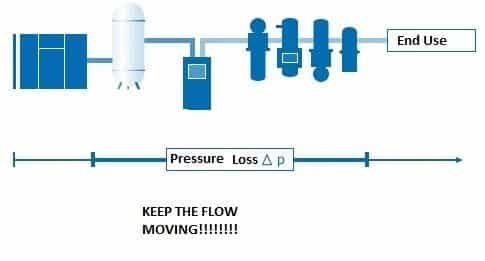
Pressure drop is a crucial aspect of compressed-air technology that is often overlooked. It is defined as the reduction in air pressure from the compressor discharge to the point of use. And is caused by resistance encountered by the compressed air as it moves through the system’s components. This includes pipes, valves, and fittings. Even a minor pressure drop can significantly reduce the system’s efficiency and operational cost. If achieving a high-performance compressed air system is the goal. Then it is essential to have a thorough understanding of pressure drop and its management.
The impact of pressure drop goes beyond technical glitches, affecting the system’s efficiency and operational costs. A higher pressure drop necessitates the compressor to work harder to maintain the required pressure. Leading to increased energy consumption and a larger carbon footprint. Additionally, a significant pressure drop can negatively impact the functioning of air-operated equipment, leading to inferior product quality and reduced productivity.
Compressed Air Systems and Performance Efficiency
Pressure drop particularly affects the performance of engineered air nozzles and air knives used for blow off and cleaning applications. Pressure drop particularly affects them.
These specialized tools require a steady, precise pressure to operate optimally. A pressure drop can lead to inadequate performance, resulting in less effective blow off, cleaning, or cooling applications. For instance, an air knife used to strip away excess liquid or debris may fall short, leaving residues that could compromise the quality of the final product or the efficiency of subsequent processes.
Prevention and consistent monitoring are the two-pronged approach to addressing pressure drop. Prevention involves designing a system that minimizes resistance by employing larger diameter pipes, minimizing bends in the piping, and opting for low-resistance components. Regular maintenance to eliminate leaks and blockages further reduces pressure drop and prolongs the system’s lifespan. Monitoring via pressure gauges, flow meters, and real-time monitoring equipment can unveil and help rectify pressure drop issues, ensuring the engineered air nozzles and air knives perform as intended.
In conclusion, pressure drop in compressed air systems is a critical factor that warrants meticulous attention. By understanding its implications and adopting a vigilant approach towards prevention and monitoring, operators can significantly improve the efficiency and reliability of compressed air systems. Timely addressing of pressure drop issues translates to energy savings and a more sustainable and productive operational environment, ensuring that engineered air nozzles and air knives function optimally to uphold the highest standards of quality and efficiency.
As mentioned in other blogs and articles, one of the key indicators of a well-made and properly designed compressed air operated air knife is relatively even flow across its length.
When you realize that you are dealing with very small air gaps over a long length, the tolerance and care required to manufacturer and assemble such products can be challenging.
One testament to the quality of Nex Flow® air knives, in particular the X-stream® Air Blade® air knives is that they are fully anodized. That process alone, if not done properly can impact the gap tolerance over even short lengths.
Nex Flow® air knives, (and in fact all aluminum material products) are anodized so there is proper protection for the product in an industrial environment. Most other air knife produces simply are incapable of doing this well, and most do not. If not done properly it can effect even flow and even proper flow from the small gaps existing the air knife (and other air amplification products).
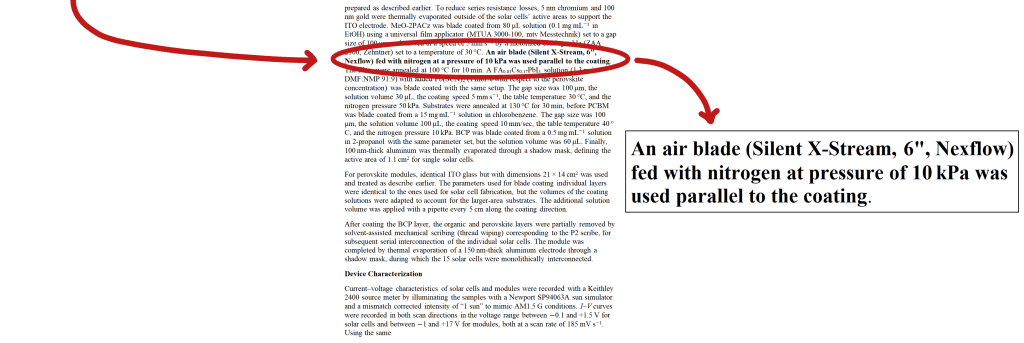
In an article “Multilayer Blade-Coating Fabrication of Methylammonium-Free Perovskite Photovoltaic Modules with 66 cm2 Active Area” by Maximilian Ernst, Jan-Philipp Herterich, Christoph Margenfeld, Markus Kohlstädt, and Uli Würfel”, Nex Flow® is referenced in the experimental section where the 6” Model 10006X X-Stream® Air Blade® air knife was used with nitrogen.
Nex Flow® quality and producing even flow is very important. In fact subsequent to the article when another supplier was used by mistake, they returned hose units to correct the error when they could not get the same, necessary even flow from the poor copy.
We are privileged to be part of these and other research projects that help to confirm the value of Nex Flow® and welcome the opportunity to be part of many more.
With the advent of the Covid 19 pandemic, there has been an acceleration toward automation. Packaging solutions and advances have also become important. Pneumatics plays a very large part in both automation and packaging as outlined below in the blog
Part of pneumatic technology is the use of compressed air for blowing, moving and cooling. The rugged nature and general low cost of compressed air products for these applications as well as the extremely low level of maintenance required have become more important criteria where downtime and maintenance costs have also risen dramatically especially when compared to more complex and expensive capital cost alternatives.
Pneumatic and hydraulic systems have many similarities. Both pneumatics and hydraulics are applications of fluid power. They each use a pump as an actuator, are controlled by valves, and use fluids to transmit mechanical energy. The biggest difference between the two types of systems is the medium used and applications. Pneumatics use an easily compressible gas such as air or other sorts of suitable pure gas—while hydraulics uses relatively incompressible liquid media such as hydraulic or mineral oil, ethylene glycol, water, or high temperature fire-resistant fluids. Neither type of system is more popular than the other because their applications are specialized. This article will help you make a better choice for your application by describing the two types of systems, their applications, advantages, and disadvantages. The load or the force that you need to apply, the output speed, and energy costs determine the type of system you need for your application.
What is Pneumatics?
Pneumatics is a branch of engineering that makes use of pressurized gas or air to affect mechanical motion based on the working principles of fluid dynamics and pressure. The field of pneumatics has changed from small handheld devices to large machines that serve different functions. Pneumatic systems are commonly powered by compressed air or inert gases. The system consists of interconnected set of components including a gas compressor, transition lines, air tanks, hoses, standard cylinders, and gas (atmosphere). The compressed air is supplied by the compressor and transmitted through a series of hoses. The air flow is regulated by manual or automatic solenoid valves and the pneumatic cylinder transfers energy provided by the compressed gas to mechanical energy. A centrally located and electrically powered compressor powers cylinders, air motors, and other pneumatic devices. Pneumatic systems are controlled by a simple ON/OFF switch or valve.
Most industrial pneumatic applications use pressures of about 80 to 100 pounds per square inch (550 to 690 kPa). The compressed air is stored in receiver tanks before it is transmitted for use. The compressors ability to compress the gas is limited by the compression ratios.
Applications
Pneumatic systems are typically used in construction, robotics, food manufacturing and distribution, conveying of materials, medical applications (dentistry), pharmaceutical and biotech, mining, mills, in buildings, and tools in factories. Pneumatic systems are primarily used for shock absorption applications because gas is compressible and allows the equipment to be less susceptible to shock damage.
Applications of pneumatic systems include:
Air compressors
Vacuum pumps
Compressed-air engines and vehicles
HVAC control systems
Conveyor systems in pharmaceutical and food industries
Pressure sensor, switch and pump
Precision drills used by dentists
Air brakes used by buses, trucks, and trains
Tampers used to pack down dirt and gravel
Nail guns
High pressure bank’s drive-teller tubes
Manufacturing and assembly lines
Pneumatic motor, tire, and tools
Advantages and Disadvantages of Pneumatics
Pneumatic systems are selected above hydraulic systems because of the lower cost, flexibility, and higher safety levels of the system. Pneumatic systems are best suited for applications which require no risk of contamination because they offer a very clean environment for such industries as biotech, dentistry, pharmaceutical, and food suppliers. Since they use clean, dry, compressed air, the system can quickly convey items. The straight and simple design prevents clogging and reduces maintenance. Pneumatic systems are easy to install and portable. They are reliable and has an initial low setup cost because they operate on comparatively low pressure and inexpensive components that reduces operation costs.
No container is required to store the air that will be compressed because it is drawn from the surrounding atmosphere and filtered (optional). The entire system is designed using standard cylinders and other components. The air or gas used in a pneumatic system is typically dried and free of moisture so that it does not create issues to internal components.
Pneumatic systems provide rapid movement of cylinders because the air compressor flow rates. Air is very agile and can flow through pipes very easily and quickly with little resistance. Pneumatic systems are available in a wide variety in very small sizes. The pneumatic systems are clean and do not pollute because any exhaust is released into the atmosphere. The Pneumatic system is more agile because if the system needs to change directions, the simple design and control allows operators to update the system quickly without environmental impact.
Pneumatics are cheaper than hydraulic systems because air is inexpensive, plentiful, easy to obtain, and store. Pneumatic systems generally have long operating lives and require little maintenance because gas is compressible, and the equipment is less subject to shock damage. Unlike hydraulic systems that use liquids that transfers force, gas absorbs excessive force.
Safety is an important advantage of choosing Pneumatic systems. Since Pneumatic systems run on compressed air, there is very little chance of fire compared with explosion or fire hazard of using compressed hydraulic oil. It is also maintenance free since there is little need to replace filters.
It is essential to determine the amount of force required for your application because not as much force is created with pneumatic systems as with hydraulic systems. Pneumatic systems do not offer the same potential force as hydraulic systems so they should not be used for applications that require lifting or moving heavy loads. Compressed air experiences air pressure fluctuations, so that movement can be jerky or spongy at times while moving or lifting loads. A larger cylinder is needed to produce the same force that a hydraulic ram can produce. In terms of energy costs, pneumatic systems cost more than hydraulics because the amount of energy lost through heat produced while compressing air. Another significant concern about pneumatic systems is the noise that is created. If used, it is the responsibility of the owners to protect their workers from hearing loss.
What is Hydraulics?
Hydraulics is used for the generation, control, and transmission of power using pressurized liquids. It is a technology and applied science involving mechanical properties and use of liquids. Hydraulic systems require a pump and, like pneumatic systems, uses valves to control the force and velocity of the actuators. Industrial applications of hydraulics use 1 000 to 5 000 psi or more than 10 000 psi for specialized application. The word hydraulics originates from Greek words hydor – water and aulos – pipe. The following equipment is required for a hydraulic system: hydraulic fluid, cylinder, piston, pumps, and valves that control the direction of flow, which is always in one direction.
Hydraulic systems, unlike Pneumatic systems are often large and complex. The system requires more room because a container is required to hold fluid that flows through the system. Since the size of the system is larger, it requires more pressure; making it more expensive than Pneumatic systems. Due to their overall larger size and the incompressibility of oil, hydraulic systems can lift and move larger materials. Hydraulic systems are slower because oil is viscous and requires more energy to move through pipes. During configuration and planning, if the factory or plant has several hydraulic machines, it is ideal to have a central power unit to reduce noise levels.
Applications
Due to the risk of potential hydraulic oil leaks from faulty valves, seals or hoses – hydraulic applications do not apply to anything that would be ingested – such as food and medical applications. They are used in a variety of everyday machine applications:
Elevators
Dams
Machine tools: hydraulic presses, hoppers, cylinders, and rams
Amusement parks
Turbines
Dump truck lift
Wheelchair lift
Excavating arms for diggers
Hydraulic presses for forging metal parts
Wing flaps on aircraft
Hydraulic braking system in cars
Lift cars using a hydraulic lift
Jaws of life
Advantages of Hydraulics
Hydraulic systems are more capable of moving heavier loads and providing higher forces due to the incompressibility of liquids. Hydraulic systems do many purposes at one time, including lubrication, cooling, and power transmission. Hydraulic powered machines operate at higher pressures (1 500 to 2 500 psi), generating higher force from small-scale actuators. To effectively use a hydraulic system, it is essential to pick an appropriately sized component to match the flow.
Hydraulic systems are larger and more complicated systems. Liquid, such as hydraulic oil is viscous and requires more energy to move. A tank is also required to store the oil from which the system can draw from when the oil is reduced. The initial costs are higher than Pneumatic systems because it requires power that needs to be incorporated into the machine.
Any leaks in a hydraulic system can cause serious problems. This system cannot be used for food applications due to high risk of hydraulic oil leaks from faulty seals, valves, or burst hoses. Appropriate plumbing procedures, preventative and regular maintenance, and having the correct materials on hand to minimize potential leaks and to quickly remedy any issues need to be in place at each site. In conclusion, pneumatic devices are best suited to execute low scale engineering and mechanical tasks while hydraulic systems are best for applications that require higher force and heavy lifting.
Summary: In general, it is a good rule of thumb to use hydraulic systems primarily for heavy lifting applications such as the jaws of life, elevators, hydraulic presses and arms in heavy equipment, and wing flaps for airplanes because these types of systems operate at higher pressures (1 500 to 2 500 psi), generating higher force from small-scale actuators. When it comes to moving or manufacturing products, especially food or pharmaceutical, it is recommended to use pneumatic systems because there is no chance of contamination due to burst pipes or oil leaks. Nex Flow Air Products Corporation manufactures compressed air products for blow off, industrial cooling (Vortex Tubes), air operated conveying, and air optimization designed to reduce energy costs while improving safety and increasing productivity in your factory and manufacturing environments.
Engineered air jets, air knives, air amplifiers, and air nozzles are examples of blow off products manufactured and sold by Nex Flow. They are safe because they meet OSHA noise and pressure requirements. Air Amplifiers are recommended for purging tanks, venting fumes, smoke, lightweight materials from automobiles, truck repair, or from other confined spaces. These products are also used to clean and dry parts, remove chips, and part ejection. They can also be used as effective tools for your manufacturing environment.
Vortex tube industrial cooling applications converts compressed air into very cold air for spot cooling. Nex Flow provides Vortex Tubes and Cabinet Enclosure Coolers. These products are ideal for use in high temperature and harsh environments. These products are especially ideal for use in high temperature and harsh environments. They also provide smaller vortex tube operated mini-coolers and vortex cooling for tool cooling systems. These systems can provide extremely cold temperatures without the use of refrigerants, such as CFCs or HCFCs. Industrial vortex tube powered cooling products are recommended for cooling gas samples, heat seals, data centers, electronic and electrical control instruments and environmental chambers.
Compressed air operated pneumatic conveyors are designed to move materials at high rates and over long distances. They are ideal for continuous or intermittent use since they are operated by an on/off switch and controlled by a regulator. Our air operated conveyors are compact and have no moving parts. Nex Flow also provides fume and dust extractors, Ring Vac Operated conveyors and an X-StreamTM Hand Vac system. Air operated pneumatic conveyors are primarily used for conveying materials for applications where vacuum force is required to move objects over long distances at high speeds. These devices have an on/off switch to enhance safety. It uses compressed air, not electricity, so there is no explosion hazard. The Nex Flow Ring Vacs are made of anodized aluminum or stainless steel. They are designed to transport or vent a wide variety of lightweight products, raw materials, or fumes from one place to another in your factory. For high temperature and corrosive applications, regular and high temperature stainless steel is available. When moving food and pharmaceutical products, 316L Stainless Steel pneumatic conveyors are used. The specially design non-clogging model XSPC air operated conveyors are easy to install and use, compact and portable, and maintenance free.
The systems offered by Nex Flow optimize compressed air system operations because of efficient design. The systems can be easily turned on and off so that the compressed air is used only when needed. The products do not have high maintenance costs and are light weight. System optimization can be achieved with the compact sound meter, ultrasonic leak detector and PLC flow control (PLCFC) system for compressed air, which uses photoelectric sensors to turn on the air when the target passes the sensor and to turn off the air when it leaves the sensor or can be set by time. This device can be used for dust and debris blow-off, part drying system, cooling hot parts, and cleaning parts before packaging. Nex Flow offers various accessories that are integrated into pneumatics systems to increase the efficiency of compressed air conveying products and systems. Some accessories include nozzles, mufflers, filters, mounting systems and static control for blow off of dust and debris from statically charged surfaces.
Nex Flow pneumatic products reduce noise, enhance factory safety, and provide excellent venting, cooling, and blow-off solutions. Compressed air conveying systems provides instant response times and are the most efficient and effective way to convert pressure into useful flow. The cost-effective pneumatic conveying systems provided by Nex Flow are simple, light weight, compact, reliable, and easy to install and use. Since there are no moving parts, pockets or angles to collect debris, moisture, or water, the maintenance costs are minimal. Expect the best from Nex Flow technicians, who are trained to help you determine the best solution for your application.
Nex Flow offers compressed air consultation on the use of compressed air “after” the air compressor room to optimize the use of “what you have” so as to minimize waste and cost while getting the most use out of the compressed air you can supply. It is important to note that with compressed air, even a small change can affect other parts of your factory system. We can advise where and how to adjust where necessary. We do this by telephone consultation to keep your costs low and to provide a suggested solution that you can immediately implement.
We do NOT do audits and compressor room analysis. For that there are many auditors that can go on site and provide you with detailed reports and they can also do on site evaluations in great detail which may be beneficial to your company. Our place is to solve immediate problems and assist in any planned changes related to compressed air.
Compressed Air Consultation
Examples of assistance:
A company had severe water content problems in its compressed airlines. The company had several air compressors and each compressor or bank of compressors had an air receiver with an automatic drain that was working properly. In addition, they had a working aftercooler in the system, and even a refrigeration air dryer to address moisture content in the compressed air lines. Basically – they did everything right! But… they still had moisture at most point of use areas. In consultation and with their subsequent follow up of items they were asked to check, we were able to identify the probable causes of the problem. These probable causes were also not very easy to address either due to time or cost or both. However, we were able to recommend a cost-effective solution to eliminate the problem with minimal interruption of production.
Another company had several areas of air pressure below what is necessary to operate their equipment and even for several blow-off applications. Initially, they simply boosted the compressor supply pressure to attempt to overcome this lack of adequate pressure. It worked for some period of time but then the problem returned. After the consultation, the company was directed to check certain aspects of their system which identified the main culprit to be leaks in certain areas of their system. Increasing the main pressure only resulted in making the leaks worse over time. In addition, continual expansion of the plant over the years had some piping out of balance. Once these leaks were corrected, and additional piping installed to compensate for unbalanced airflow (and therefore greater pressure loss) the air pressure at the compressor end was reduced and equipment operated normally and will less energy loss.
A firm required advice on the filtration required for their process. Filtration requirements vary with the industry and with the application within an industry and direction was provided to obtain the information required for their application. Sometimes it’s just a matter of simple direction to find the information needed saving a great deal of research time for the customer.
One of the most misunderstood and energy-consuming areas is the use of compressed air for blow off – whether it’s for cleaning, drying or part ejection. It is energy intensive (70% of compressed air is used for blow off applications), loud due to heavy exhaust and impact noise, and can be highly sensitive to back pressure, dirt and particulate and moisture. To add to the confusion there is a plethora of air nozzles, and all kinds of compressed air blow off products on the market, sometimes with dubious performance claims. With on line consultation we provide the guidelines during the conversation to address the particular application in deciding whether you need compressed air, and if so, which blow off product is most applicable and how to decide on the optimum product. For example, there is one customer who uses a tremendous amount of compressed air for blow off applications but the system and environment are such that blowers are out of the question, but so are air amplifying nozzles due to the environment surrounding the compressed air exhaust. So other suggestions are necessary for energy and noise reduction.
Another misunderstood and often misrepresented is the use of compressed air with static elimination for static removal at a distance and also for cleaning. One still sees ridiculous advertisements claiming to remove static charge at 20 feet away with the implication that it is instantaneous. It is not! There was a customer that was using air knives with static elimination bars (ionizing bars) in a rather high speed application mounted about 8 inches from the target. It failed to remove static charge. There was a second customer with the same problem; a static charge that was attempted to be removed using air knives with a static bar. In both cases the static bar could not be placed close. The solution was actually just a much stronger static bar. In fact, the air knife was not even necessary. We have the experience to recommend the correct static removal system and whether or not a blow off is required. There have been great advances in static control with very strong static elimination systems to address high speeds and high static charges. Compressed air is necessary usually and primarily to clean and remove particulate from statically charged surfaces once the static charge is removed. The air does carry the “ions” from a static eliminator further but as it does so, the ions begin to dilute. They do remove static charge at a distance but, the time to remove also increases. A static eliminator will remove a static charge even at a large distance “given time” but never instantaneous.
Spot cooling utilizing vortex tube technology is another area that is not well understood. There is both old and new technology available in vortex tubes to address spot cooling applications, each with its range of applications. For example, a customer wanted to cool a large area with vortex tubes but was directed to using air amplifiers instead as the energy cost and area limitation of vortex tubes in open space is limited. On the other hand, new vortex tube technology has been applied to a cool an enclosure in a very hot environment that traditional vortex tubes cannot accomplish effectively. Vortex tube technology, while utilizing compressed air is still a viable solution for many spot cooling and enclosure cooling applications due to the compact nature of the product and specific advantages they offer, in particular when applied in difficult, hot and dirty environments and where flexibility is important and where space may be a premium. There are many factors that affect the performance of a vortex tube or vortex tube operated product such as tool coolers and panel coolers and it is important to understand them for optimum and efficient performance. One important consideration for the use of this technology in electrical and electronic enclosure cooling is the importance of proper electrical approvals for the local market such as Underwriters Laboratory or equivalent to assure the enclosure is not at risk for damage during cleaning and the materials of construction will withstand the environments in which they will be used. If there is no approval, their use should be suspect.
Conveying of materials with the use of compressed air is advantageous in many applications, especially if intermittent. For example, venturi style units used to load plastic pellets into hoppers are popular as they are instant on and off, lightweight, compact, and easy to use. However there are many other applications where such systems can replace electric operated vacuum pumps. For example, there is a customer who had researched the replacement of vacuum pumps used to exhaust gas from a system which we cannot mention here as it is proprietary. The air operated conveyors were made of PTFE due to the nature and temperature of the gases involved and provided a much more cost effective, and virtually zero maintenance method of exhausting this gas. Both Coanda operated air amplifiers and venture style units may be used for gaseous conveying and certain factors determine which is most effective and appropriate. Of course, conveying of materials is the most common application and optimized performance depends of several factors. Whether or not a compressed air operated system or an alternative is appropriate can be determined thru online consultation.
As the examples indicate, we are available to consult on questions you may have to address immediate problems you may have regarding your compressed air system outside of the air compressor room and to offer a solution, as well as to offer guidance in any planned application you may have for compressed air so that the optimum product range is chosen.
It’s not just the air compressor room!It’s the system!
Wind tunnels are large tubes with air moving inside. These tunnels are used to test models of aircraft or other flying objects on their actions in flight. These models are scaled down versions of actual objects that will be built. Researchers and institutions around the world like NASA, uses wind tunnels to learn more about how an aircraft and spacecraft will fly. But it is not just flying machines that are tested. These Wind chambers are also used to test how an automobile shape, or windshield design will behave in environments with strong winds. Aerodynamics is the study of the flow of air or gases around an object in motion. Essentially these tunnels are hollow tubes with controllable fans at one end to test objects aerodynamics ensuring safety and performance of machines. Airplane builders use NASA wind tunnels to test new airplane designs. Credits: NASA
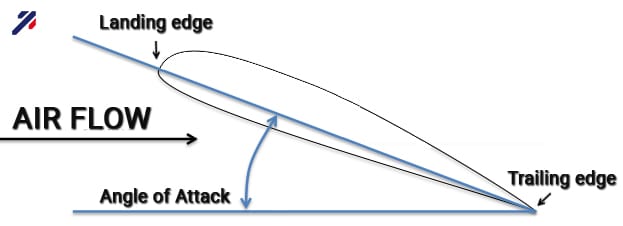
Frank H. Wenham (1824-1908), along with his colleague John Browning, invented the wind tunnel and built the first one in 1871. He described it as “a trunk 12 feet long and 18 inches square, to direct the current horizontally, and in parallel course.” As a British marine engineer he studied the problems of human flight and had many publications. He also made a huge influence in the development of aeronautics. Their experiments showed that high aspect ratio wings – long and narrow—had a better lift-to-drag ratio than short stubby wings with the same lifting area. Wenham may have been the first scientist to use/coined the word “aeroplane”. Aviation writer Carroll Gray says Wenham’s work may have been an important influence to the Wright brothers.
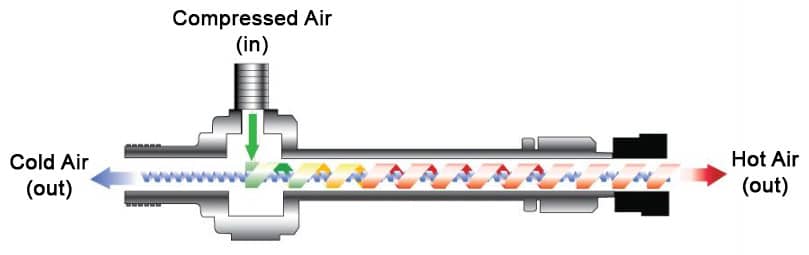
As mentioned above, wind tunnels typically use powerful fans. But – it is possible to use Nex Flow compressed air operated Air Amplifiers instead of fans for a miniature wind tunnel. To get the system to work, the gap setting on the Air Amplifiers will have to be increased to approach the power needed for testing even a very small object. Although there are limitations to using compressed air for wind tunnel emulation – they do offer some advantages like having a lower noise level and their ability to be combined with vortex tube technology for testing at sub-zero temperatures. Powerful fans overcome back pressure created by the length and overall volume in the tunnel. Compressed air amplifiers however cannot be “revved up” like a motor and are subject to this back pressure limiting the length and volume of a tunnel where it can be used. However for very light and small objects, it is conceivable to use an Air Amplifier to operate a miniature wind tunnel. Air Amplifiers take compressed air that is consumed and converts the pressure normally lost as pressure drop and noise into high velocity and high laminar flow. With fans you can control this velocity and flow by making the fan turn faster or slower. With Air Amplifiers you have some limited control with input pressure but in a much more narrow range which should suffice for a small miniature tunnel. A common setup at exhibitions is to attach an Air Amplifier to a stand and have the amplified airflow support a beach ball which can be held a few feet above the vertically aimed Amplifier. The object tested in an Air Amplifier operated miniature wind tunnel would have to be in the low weight range of a beach ball to be useful. A powerful compressed air operated engineered nozzle, or a series of engineered air nozzles might be paced at one end of a miniature wind tunnel for more force. After a short distance, the combined airflow could produce enough velocity and flow to be useful for testing small, light objects. One advantage of both using compressed air amplifiers or laminar nozzle is the lower noise level than you would get from a powerful fan.
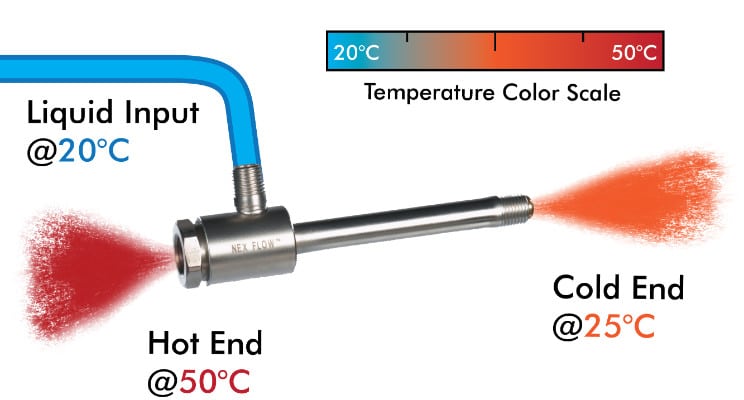
Vortex tube technology however, does offer one advantage for a special type of wind tunnel. A vortex tube is a device which takes compressed air and divides it up into a hot and cold stream. This cold stream of air flow can go to very low, sub-zero temperatures. Vortex tube commercially are available in air consumption ranges of 2 to 150 SCFM. However, there is no reason that a vortex tube cannot be made much larger to consume several thousand SCFM. In some research applications for wind tunnels it is necessary to study aerodynamics at sub-zero temperatures (i.e. the behavior of military aircraft in arctic or subarctic conditions). A much larger vortex tube consuming one thousand SCFM or even more can produce very cold temperatures of -40 ˚C and even colder if the compressed air supply is cooled further. While it would seem to be uneconomical to use such high volumes of compressed air, that high energy cost is offset by the fact that you do not have to cool the air to the sub-zero temperatures required for testing. Also, the efficiency in the production of the cold temperature actually goes up as you increase the size of the vortex tube. Let’s presume you have 10,000 SCFM of compressed air supply. With vortex tubes the temperature drop increases (you get colder temperatures) the more air you exhaust at the “hot end”. So if only 30% (3000 SCFM) goes out the cold end to get that -40 degrees Celsius. The cost of cooing 3000 SCFM of a fan produced air flow to that cold temperature using a more traditional means of cooling will be very high. You also will be using refrigerant which will be costly, and need maintenance. In using a special vortex tube you only have the compressors and the wind tunnel taking the flow, at the low temperatures you want. This minimizes any maintenance involved. It is actually a very simple system.
So while there are certainly not a great deal of applications where a wind tunnel is needed that produces such low sub-zero temperature airflow, there are certainly enough when dealing with some military and space equipment applications where aerodynamic tests results under extremely low temperatures are required. In this case, using a special large vortex tube is a possibility. Such special wind tunnel has been built in the past with very large vortex tube design.
For unique applications such as the above – Nex Flow has experience in special vortex tube design. Some years ago a two meter long vortex tube was developed for an application (not a wind tunnel however) which used natural gas as the medium instead of compressed air. The parameters of the application had to be addressed to develop the optimum design and the supply gas was at very high pressure. The application remains proprietary but it does indicate that vortex tube technology can be adapted and made effective and economical for special applications where cold temperatures or overall cooling is necessary and where using traditional cooling would not be as effective or economical.
So for wind tunnel applications, Air Amplifiers (and even Engineered Air Nozzles or jets) can apply to miniature wind tunnel for small and lightweight objects. If the wind tunnel requires sub-zero temperatures, vortex tube can be integrated as part of the system. Do note that as these are two different things entirely, you connect a vortex tube to an air amplifier
Compressed air is safe, reliable, and used in packaging products. The compressed air systems move materials from one area of the factory to another, perform blow-off, part drying, and align products for packaging. Bakeries use compressed air for blow-off applications, while others use compressed air to clean containers before filling them with products. Compressed air technology is also used to cut, sort, shape, and convey products, such as food, from one location to another in a factory.
Cartons are also formed, filled, and sealed using compressed air. The quality of compressed air can vary widely depending on its application. The food industry requires the highest level of safe, clean compressed air to handle and package goods. Pharmaceutical industries also require more stringent clean air than other industrial applications because they are either ingested or injected.
Clean, high-quality compressed air is required in pharmaceutical and food packaging to ensure consumer safety and prevent product contamination. It is essential to have either no contact with the product or contact using pure air to avoid product recalls, damage to brand reputation, or litigation. Pneumatic systems are recommended because there is no chance of leaking oil as in hydraulic systems.
Pneumatic systems do not pollute or release contaminants into the atmosphere, so they are especially useful for packaging food products. These systems have no moving parts, so there is less maintenance and downtime compared to other systems.
Using Compressed Air in Packaging
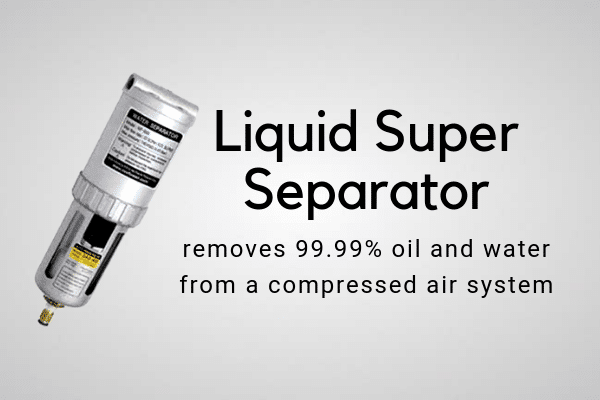
Clean compressed air is essential for food and pharmaceutical processing and packaging operations. Compressed air must be purified, especially when the product is consumed. Compressed air conveyors are the best technology to ensure safe food quality. Contaminants include spores, solid particulate, vapors, and moisture. Oil is often not an issue with compressed air conveying systems, unlike hydraulic systems, which use oil as a medium.
To stop microorganisms and fungi growth, the dew points of air at line pressure must be -25 degrees Celsius (-15 degrees Fahrenheit). Standards have been developed that state very fine filtrations to prevent particulate and oil from contaminating food products.
How does Compressed Air Keep Products Dry and Free of Contaminants?
Equipment performance is only as good as the quality of air. Any atmospheric air contains some moisture and dirt. No matter how small the contaminants are initially, they are concentrated when the air is compressed as the air heats, its ability to hold water vapor increases. The vapor condenses into liquid when the air begins to cool as it travels downstream. Maintenance by plant operators can remove liquid, particles, and contaminants. Air dryers are installed to reduce moisture.
They lower the dewpoint of the compressed air to prevent water droplets from forming downstream. There are four types of dryers: Refrigerated, chemical, regenerative, and membrane or mechanical. Mechanical filters work with compressed air dryers to remove contaminants and water. There are three types of filters: Particulate, coalescing, and adsorption.
After the appropriate filter has been added to the conveying system to ensure that the compressed air equipment does not introduce contaminants, equipment that is used to blow off products before packaging is added, examples of this type of equipment include engineered nozzles and air knives. They conserve compressed air by using the Coandă effect to entrain surrounding air along with compressed air to create a high-flow velocity stream of air.
What are some things to remember when using Compressed Air Products for packaging?
If used as intended, compressed air will not generate biological, chemical, or physical hazards while packaging goods. The manufacturer is responsible for producing final products that are sanitized and free of contaminants such as oil, microorganisms, particulate or dust. Manufacturers that use the compressed-air system must carefully consider productivity and production costs against safety.
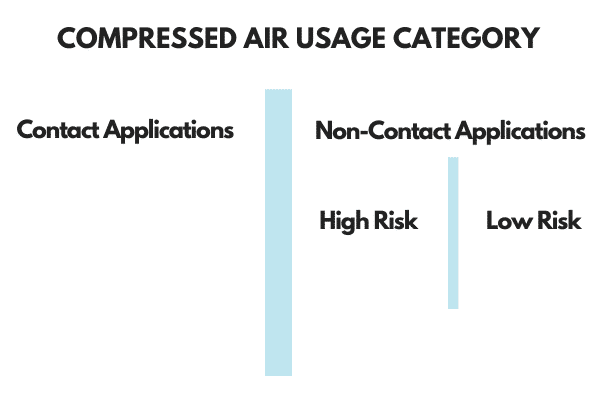
Compressed air used in packaging will often come into contact with the product. “Contact Application” is defined in the British Compressed Air Society (BCAS)/ British Retail Consortium (BRC) code of Practice for Food Grade Air code as “the process where compressed air is used as part of the production and processing including packaging and transportation of safe food production.” This means that packaging and moving products with compressed air is a contact application.
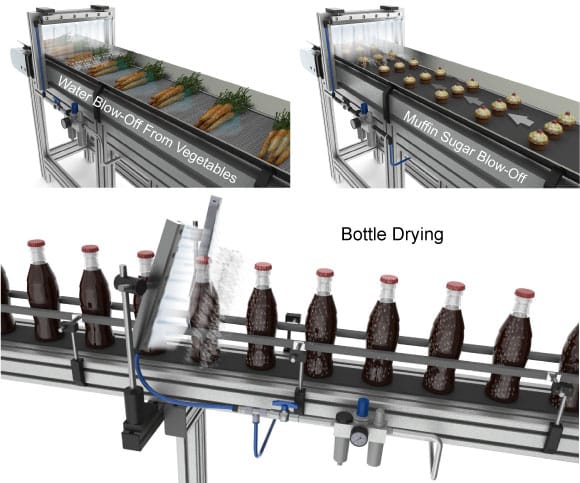
Other examples of compressed air contacting the product include blowing off the water after washing a product and before packaging, cooling a product to increase line speed, and blowing off excess ingredients (such as sugar) before cooking. Non-Contact Application is “the process where compressed air is exhausted into the local atmosphere of the food preparation, production, processing, packaging or storage.” Non-contact applications can be categorized into 2 additional sub-categories (high risk and low risk).
Using Compressed Air in Packaging
When designing a compressed air system for conveying, it is important to use filters and air purifiers to ensure compliance with various safety and manufacturing standards. The BCAS/BRC Code of practice recommends testing the machinery installation twice a year for contaminants such as microorganisms, particles (dirt and dust), humidity, and oil contamination. Refer to this article to learn more about the requirements in the food industry or the standards in the pharmaceutical industry.
With regards to filtration, a centralized air drying and filtration system should suffice if the pipes are relatively new in the facility. However – if the pipes are polluted or hard to clean – it is better to have both a centralized filter as well as a decentralized filter installed upstream of the point of use. New or cleaned pipes are also recommended of zinc-plated steel for food applications, V2A/V4A, compressed air-approved plastic, or aluminum.
How does it work?
The Packaging industry includes a wide variety of materials and products since almost every manufactured product is packaged: toys, food, soft drinks, beverages, cigarettes, cosmetics, brushes, kitchen accessories and more. All the products move down the assembly line before packaging. The packaging process consists of transportation lines made of pipes or ducts to carry a mixture of products and materials along a stream of air.
The pneumatic conveyor system consists of interconnected transition lines, hoses, cylinders, a gas compressor, standard cylinders, and gas (atmosphere). The compressor generates the air flow and transmits the material through a series of hoses. Manual or automatic solenoid valves control the air flow—a centrally located and electrically powered compressor powers cylinders, air motors, and other pneumatic devices. Pneumatic systems are controlled by a simple ON/OFF switch.
There are three conveyor systems that generate high-velocity air streams: a suction system/vacuum system, a pressure system, and a combined system.
A suction or vacuum is used to move light-free-flowing materials. The system operates at 0.5 atm below atmospheric pressure.
A positive pressure compressed air conveying system is used to push material from one point to another. This type of conveyor operates at a pressure of 6 atm or more.
The combined suction/pressure conveying system is used to convey material from several loading points (suction) to deliver to several unloading destinations (push).
What are some Nex Flow products applied to packaging items?
Pneumatic systems are highly recommended when manufacturing, moving or packaging any product that will be digested or inserted in a living organism, such as food or pharmaceutical goods, since there is no chance of contamination due to burst pipes or oil leaks. Nex Flow manufactures compressed air products that help companies to package goods by supplying machines used for industrial cooling (Vortex tubes), part cleaning, drying, and blow-off, and air-operated conveying before packaging.
Nex Flow engineered air optimization design improves safety while increasing manufacturing and packaging productivity and decreasing energy costs. The air-operated conveyor systems sold by Nex Flow can replace traditional conveyor belt systems, which have higher operational costs because they need to be regularly maintained.
Spot Cooling
Nex Flow pneumatic products provide the best spot cooling and blow-off solutions for materials before packaging. Vortex tubes convert compressed air into very cold air for spot cooling for industrial applications. Small vortex tube-operated mini-coolers and vortex cooling can provide extremely cold temperatures for spot cooling before packaging without refrigerants, such as CFCs or HCFCs. Vortex tubes improve factory safety and reduce noise for workers in a manufacturing environment.
Blow-Off Products
Effective, engineered blow-off products manufactured and sold by Nex flow include air knives, air amplifiers, air jets, and air nozzles. These products are another example of how Nex Flow strives to improve the safety of manufacturing and factory environments because they meet OSHA noise and pressure specifications. Among many other applications, air amplifiers are used to clean and dry parts and remove chips and part ejection.
Air knives and nozzles are used to flip open and close the tops of boxes during packaging. Air blade ionizers effectively remove static that could trap the dirt while using plastic wrap for packages.
Conveying Systems
Compressed air-operated conveying systems move materials and products at high speeds over long distances. Ring Vac Operated conveyors, and X-Stream Hand Vac are used for conveying materials where vacuum force is required to move products over long distances at high rates. Ring Vac Air operated conveyors were originally designed to help with bending and lifting goods. The speed of conveyors depends on the density of the materials (lbs./cubic foot), horizontal distance, and vertical lift.
A Ring Vac operated conveyor is a simple, low-cost solution to other pneumatic conveying systems. They are available in several materials depending on the application. Ring Vac operated systems are made of anodized aluminum or stainless steel. 316L Stainless Steel pneumatic conveyors are used when moving food and pharmaceutical products or packaging. It is available in regular and high-temperature stainless steel for high-temperature and corrosive environments.
The X-stream® Supreme Pneumatic Conveying System (XSPC) is an air-operated conveyor that uses compressed air for an efficient and power venturi action along the length of the non-clogging design. The compressed air system is designed to transport or vent lightweight items and raw materials for packaging at high rates over long distances.
The cost-effective systems are ideal for continuous or intermittent use since they are operated by a simple on/off switch and are controlled by a regulator. All Nex Flow conveyor systems are simple, easy to install and use, compact, portable, and maintenance-free.
Other benefits of compressed air-operated conveying systems are also reliable since there are no moving parts and low maintenance costs. These systems have no angles to collect contaminants such as moisture, particulate debris, or microbiological growth. They are safe for any factory environment because the system is powered by compressed air and not electricity.
Mufflers, filters, mounting systems, and static control for blowing off dust and debris from statically charged surfaces are available through Nex Flow to improve factory production and efficiency in assembly and packaging goods.
Trust Nex Flow to provide the most efficient, reliable, maintenance-free compressed air solutions for packaging your goods so that they are clean and safe for your customers.
Using Compressed Air in Packaging FEATURED PRODUCTS
Our ability to hear is critical for much of our communication yet we don’t realize it until we lose or damage our ability to “hear”.
High levels of noise can lead to permanent hearing damage and high vibration caused by noise can lead to a variety of significant medical conditions
At lower levels, both noise and vibration can cause interference with our ability to hear and feel, such as reducing the ease of normal conversation and can be annoying, irritating and unpleasant
For both noise and vibration there is generally a level below which no adverse reaction occurs
There are also favorable responses to noise and vibration
Individual responses to noise can vary significantly but there are consistent trends between noise level, measured in dB(A), and annoyance for the general public.
Nex Flow® manufactures compressed air operated nozzles, air knives and other blow off products with the above in mind. The technology works by converting energy normally lost as pressure drop into useful blowing and cooling energy with noise reduction a by-product. This by-product is very important as these noise level reductions can be 10 dBA or more.
Many production facilities put a heavy emphasis on the energy reduction from the technology but often fail to consider the importance of noise reduction.
Galvanic Corrosion – What it is and how to prevent it?
Galvanic corrosion (also called bimetallic corrosion) is an electrochemical process in which one metal corrodes preferentially when it is in electrical contact with another, in the presence of an electrolyte. This occurs in batteries for example where the cathode stays whole and the anode corrodes as the battery is working. Contrary to some believes – Galvanic corrosion does not only occur in water. Galvanic cells can form in any electrolyte, including moist air or soil, and in chemical environments. As an example, Over 200 years ago, the British naval frigate Alarm lost its copper sheeting due to the rapid corrosion of the iron nails used to fasten copper to the hull. The electrolyte in this case was salt water creating a galvanic cell.
In the case of the Alarm, the iron acted as an anode and was corroded at the expense of the copper which acted as the cathode. Just two years after attaching the copper sheets, the iron nails that were used to hold the copper to the ship’s underside were already severely corroded, causing the copper sheets to fall off.
Metals and metal alloys all possess different electrode potentials. Electrode potentials are a relative measure of a metal’s tendency to become active in a given electrolyte. When in the same environment, the more active a metal is likely it is to form positively charged electrode (anode) and the less active metal is more likely it is to form a cathode (negatively charged electrode).
The electrolyte acts as a conduit for ion migration, moving metal ions from the anode to the cathode. The anode metal, as a result, corrodes more quickly than it otherwise would, while the cathode metal corrodes more slowly and, in some cases, may not corrode at all.
The Nex Flow Difference Allowing Products to Last Longer than Competitors
While products such as air knives, air nozzles, air amplifiers, vortex tubes, etc. are not necessarily immersed in any electrolyte, if the environment is humid, or if the equipment is subject to wash down procedures, it is very possible that this type of corrosion can occur. One example is mixing stainless steel and aluminum. There was one example where a competitive cabinet enclosure cooler was observed with a big hole on its side after some years of use. The stainless steel vortex tube inside combined with the aluminum housing, and the factory environment, over time caused the aluminum to act as an anode and started to corrode.
Nex Flow® takes certain steps and actions to prevent this from happening in their products allowing the products to last longer. The first is to protect aluminum that is used, especially if combining it with steel or stainless steel. Our aluminum air knives for example – are anodized and as such have a protective coating to prevent an “electrical circuit” with the stainless steel shims used inside and the stainless steel screws used to hold the air knife together. In addition, the aluminum would tend to act as an anode anyway in an electrolytic environment and being so large compared to the stainless steel shim corrosion would be minimized. Regardless of whether galvanic corrosion would occur, the anodization also protects the air knife from any environment which bare aluminum is unprotected. Similarly, Nex Flow anodizes all their aluminum parts – air knives, air jets, nozzles, air wipes and air operated conveyors such as the Ring vacs. Air amplifiers and flat jet nozzles which are aluminum zinc-cast are powder coated for longer life and also look better.
When it comes to vortex tube technology, such as cabinet enclosure coolers (panel coolers) and tool coolers, no aluminum is used. It is stainless steel with some brass internal parts. This works to ensure that you will not find any holes in Nex Flow Panel Coolers caused by galvanic corrosion ever. So when shopping for products to blow off, clean, move, and cool, look not only at the performance data, design and workmanship – all which are important of course – but also refer to the quality and type of material used in construction. You can also refer to this article on how to avoid galvanic corrosion. Remember that materials used and how they are put together does make a difference.
WHY NEX FLOW RING BLADE AIR WIPES ARE SO MUCH BETTER THAN COMPETITIVE OLD TECHNOLOGIES AND EVEN OTHER OPTIONS
Older technology compressed air operated air wipes are built from UHMW blocks or similar material. These air wipe or circular air knife usually have a hinge to open and close the block around the extruded material which has some air holes drilled into it. With this style it is often tout that it uses less compressed air for blow off. However, in practice you normally need more than one unit. It may take as many as five units of this style to do the same job as a Nex Flow Ring Blade air wipe, so you actually end up using much less compressed air. In addition to being more effective, the Ring Blade air wipes are typically much less expensive and produce even a lower noise level.
Let’s compare a typical situation. Take two units of a ½” UHMW version which uses 8.3 SCFM each or a total of 16.6 SCFM at 80 PSIG. Units of this design can produce noise levels of 85 dBA. One Nex Flow Model 20000 – ½” Ring Blade air wipe only requires 14 SCFM at 80 PSIG with a noise level of 75 dBA and can easily remove water from an extrusion in a single pass. Only one is required. The question is often asked “how many do you need” and the answer depends on many factors such as the smoothness and surface tension of the liquid on the surface of the material to be removed, speed and the distance from the air wipe to the material surface. The 360 degree uniform “amplified laminar flow” of air removes liquid evenly and quickly.
Nex Flow air wipes come in aluminum with rubber hose connecting each half of the mated semi-circular parts, or aluminum with brass fittings and stainless hose for temperatures up to 400 degrees F and in 316L stainless steel with a braided stainless-steel hose and fittings for temperatures up to 800 degrees F and for highly corrosive environments. Nex Flow Ring Blade can reduce noise levels compared to older designs by as much as 10 dBA.
Old technology plastic block air wipes that are used for larger diameter extrusions tend to be longer and take up more space. They can still be loud at over 80 dBA as well. The Nex Flow Ring Blade design is much shorter and compact, even for large diameters and can still reduce noise levels significantly while doing a better job in drying with less number of units and less space for each installation.
Blower operated may offer lower energy consumption, but the same issues can arise in blow off. The biggest complaint from such systems is insufficient drying (just as in the old plastic block design), requiring multiple units, much higher noise levels, and a higher footprint. All this leads to higher capital cost, and increased maintenance which can offset energy savings. When the job really needs to be done, the Nex Flow Ring Blade is an obvious choice.
The Nex Flow air wipes use a special series of Coanda angles to convert noise and pressure drop high velocity flow. The angles and even the positioning of how the air exists the plenum chamber and goes over the angles can make a difference. One of the factors to consider is something called “blowback”. This is where the air existing the air wipe can actually reverse flow at some point. Some designs similar to the Nex Flow Ring Blade do not seem to take this effect into account but we do. Each Nex Flow unit is designed to avoid this “blowback” effect and perform optimally when drying extruded parts.
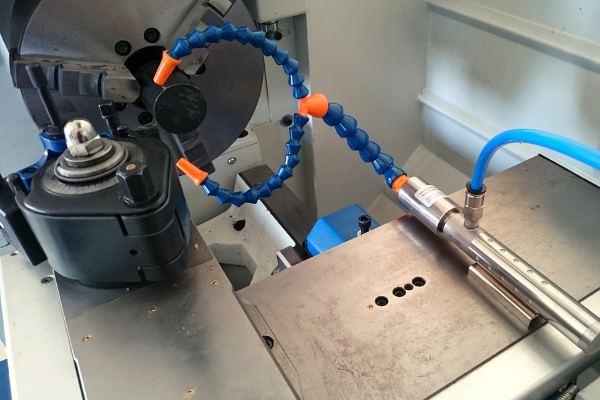
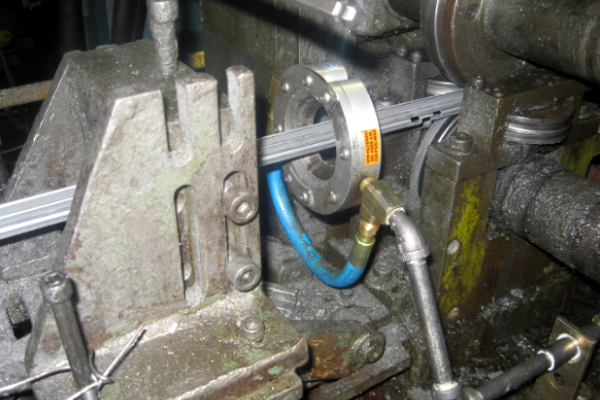
NEX FLOW RING BLADE AIR WIPE – COMPACT, EFFICIENT and QUIET and can clean and dry even complex shapes as this photo shows. Two other important factors should be considered when comparing designs similar to the Ring Blade: One is that Nex Flow always uses stainless steel shims to maintain the air gap for longer life rather than plastic shims used by competitors. Secondly, all aluminum Ring Blades are anodized (most competitive units are NOT), again for longer life and metal protection. Stainless steel units are not just 303/304 stainless but are higher quality 316L stainless steel making them the best choice for applications like drying medical tube extrusions. All this at generally a much lower cost.
When using Nex Flow Ring Blade air wipes for all sorts of extrusions their design can even address complex shapes such as EPDM profiles like the trim on an automobile. The angled high velocity flow will get into corners and crevices to help dry in many cases, even at high speeds.
So when considering air wipes (air knives arranged in a ring shape), and even when checking existing systems, the things to consider are the number of unit being used (or being considered to use), space or footprint cost, noise levels and actual (or expected) performance.
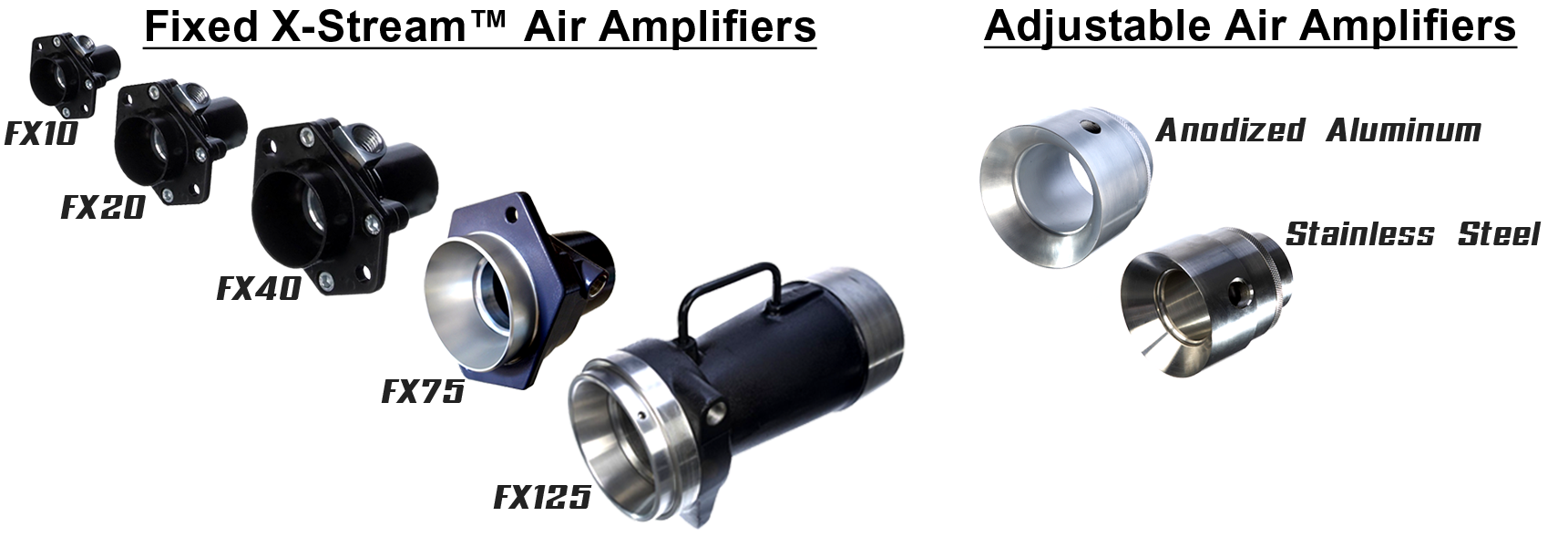
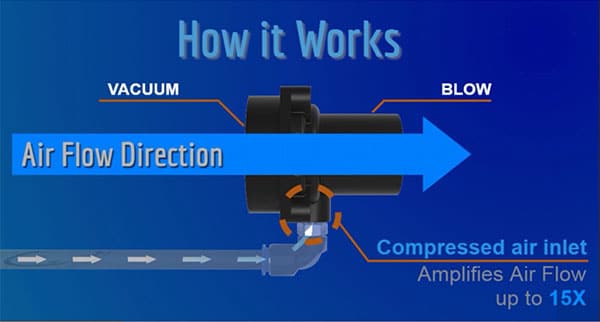
Air Amplification Explained compressed air-operated amplifiers presume to reduce compressed air use and lower noise levels in blow-off and cooling applications. The term air amplifier is normally applied to annular-shaped units (called Air Amplifiers or Air Movers). However, the same technology used applies to air nozzles, air jets (which are essentially small Air Amplifiers), air knives (linear amplifiers), and some air wipe designs.
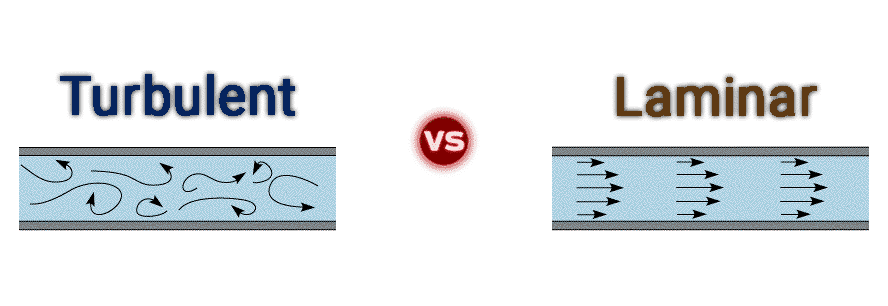
They work using the Coanda effect, which essentially is an effect in which a fluid (liquid or gas) clings to a surface as it flows in a laminar flow. You can see this effect by turning on the water tap in your kitchen at a low level, so the water flow is smooth. Put your finger just touching the flow, and it will bend the water flow as it slings to your finger. The same thing occurs with a compressed gas like air.
To achieve the best use of this Coanda effect other factors need to be considered such as the volume of the chamber that the compressed air exits to minimize any turbulence inside the chamber and minimize pressure losses. The number of and actual angles of these Coanda “angles” combined with internal designs where the compressed air is collected before exit determines the overall efficiency and performance of the compressed air used for blow-off.
As this air bends, it creates a vacuum behind it drawing in surrounding atmospheric air. This “converts” the pressure that is normally lost as pressure drops and noise into the flow. This is important. Several things occur as this additional mass flow is drawn in and mixed with the compressed air.
First, the overall force goes down because you mix with still (non-moving) atmospheric air. Secondly, the flow is dramatically increased because of this pressure conversion to flow. It is “converted energy” instead of “lost energy.” While the overall force goes down, overall kinetic energy remains high and laminar for some distance.
This means that whatever blow-off energy is required, it can perform that operation at a greater distance from the exit of the air than if compared to an open pipe or tube. And, of course, because lost energy is recovered, the noise levels drop. So when we state that air amplification is free, it is quite true, but with the caveat that overall force will be lower, but velocity and flow will both be much higher, all due to the extended laminar flow.
If air is blown with just an open pipe or tube, the exit creates a great deal of turbulence resulting in energy loss and high noise levels. This means that the force may be quite high near the exit, but it will dissipate quickly as you move away from the air exit.
There are some situations where high pressure is required. In those situations, an air amplification nozzle or device may not meet that force, such as removing heavy mud baked onto a surface or breaking off scale waste from metal. But the pipe used has to be close to the surface. However, except for those situations, air amplification technology certainly can be used instead, as the vast majority of applications where compressed air is used do not need the full high-pressure force of an airline.
One suggestion to reduce energy and noise is simply to reduce air pressure for blow-off and even cooling applications. After all, a 20% reduction in compressed air pressure will reduce the compressed air energy by 10%. If you reduce the pressure to 30 pounds from 80 pounds per square inch, that would yield a 25% reduction in energy. Noise will go down somewhat, but you will still have a great deal of turbulence at the air exit, and you will not get the “distance” for effectiveness that you would with an air amplifier.
But, even an air amplifying air nozzle will get anywhere from 30% to 40% or more energy reduction with the equivalent force, depending on the design of the air nozzle. For example, older cone-shaped air nozzle designs will reduce energy by 30% and create very high flow and velocity, which is especially ideal for cooling applications. The Nex Flow Air mag design reduces energy by over 40% and works with a powerful force and high flow, and high velocity with the laminar flow at a very long distance, as well as noise reduction.
The argument for that extra “free” energy from air amplification is therefore very compelling.
As was hinted at above, it is not just the flow profile and Coanda “angles” which affect performance. It is the internal design of an air amplifier and how the compressed air behaves internally that is also important. Minimizing internal turbulence is a major consideration in design. For example, you can take five different cone-shaped air nozzles from different manufacturers, test them side by side, and their performance and efficiency can vary by a wide margin.
In this case, efficiency can be defined as the force produced at a set distance divided by air consumption. There is a design called a Laval nozzle, for example, that was developed to produce less noise and improve energy. However, the noise level improvement is not significantly noticed due to the noise frequencies obtained, and the distance of effectiveness appears to be limited because, to make this design work, the efficient exit of the force-producing airflow has to be contained by a rather inefficient series of air flows from slots around the Laval opening, offsetting any other improvements.
The Coanda design combined with proper internal design appears to be the optimum methodology in air amplifier design.
Air jets are another example where the Coanda design makes a big difference. Air Movers or large annual Air Amplifiers, if very small, are called Air Jets. Most manufacturers of Air Jets have one Coanda angle to direct the air exiting the annual plenum. Nex Flow Air Jets have several specially designed Coanda angles and can produce the same high level of force and flow with 25% less energy and lower noise levels.
Large annual Air Amplifiers also have efficiency variations among different manufacturers because of internal and external design differences. A somewhat abused term that often comes up with annular Air Amplifiers is “amplification ratio”. One should be very wary of, frankly, ridiculous claims of high amplification ratios. For example, for annular air amplifiers, the maximum practical ratio you can achieve is about 20 to 1.
This means that if you measure the flow at the exit of an annular Air Amplifier, the flow rate would be 20 times the inlet air. For several reasons, some producers are claiming as much as 25 times, which is dubious. One reason is that when surrounding air is entrained with the moving compressed air exiting the opening in the Air Amplifier, “still” outside air will slow down the flow velocity at the outlet.
If you entrain, for example, 25 times the compressed air consumed, the velocity would be 20% less than it would be if the figure were only 20 times. That is significant because you need adequate velocity for both blow-off and cooling. Secondly, the explanations one can read on how this extra air amplification occurs should be challenged as defying physics.
In comparison, Nex Flow has done with such products, the results were a lower air amplification and even lower overall performance because of internal design and extra pressure losses internal to those systems. Anyone can always compare a Nex Flow Air Amplifier to another and see the difference. Nex Flow fixed Air Amplifiers, for example, claim 16 times amplification with a compressed air supply at 80 PSIG (5.5 bar) pressure and at standard atmospheric conditions.
These figures are averages because air amplification will go up (as much as 20) at lower inlet air pressure and if the atmospheric air is warm.
Air knives are another area where figures need to be considered between manufacturers. Air knives are linear air amplifiers. There are two styles of compressed air-operated air knives on the market. The older style uses several Coanda angles where the air exits a gap, normally maintained using a shim to set the gap, and is bent 90 degrees.
This gives a decent air amplification ratio of about 10:1 right at the exit and 25:1 to 30:1 measured 6 inches away (due to downstream air entrainment) depending on internal design effects. Some manufacturers have air knives with two gaps and claim as much of a 50:1 amplification ratio (two gaps, so they double the ratio) which makes dubious sense. You don’t double the air out and the ratio – it does not make sense to have it “additive.”
So again, it is good to challenge claims that may seem to make sense. Another thing to consider, especially with air knives, is real efficiency. Efficiency, as before, is the force measured at a distance per unit of air consumption, for example, force/SCFM. Internal design can make a difference. Newer style air knives have the airflow exiting straight out of the gap with air entrainment from special angles on each side of the air gap.
This design will provide 25% more force/SCFM than the older style versions, where the air bends 90 degrees. Hence their popularity has largely displaced the older style, but there are still some applications where the old style is useful. But even among the new style, design differences can affect performance and efficiency.
Nex Flow, for example, with their Silent X-Stream Air Blade air knife has a different internal design than two other significant air knife manufacturers and has about the same force/SCFM as them at a given pressure except for one thing… Nex Flow produces the same SCFM and same force at 60 PSIG, while the other units get equal performance and efficiency at 80 PSIG. That means a Nex Flow air knife needs less pressure to do the same job as the others.
It was quite humorous when one manufacturer claimed in a blog that our air knives used so much more air at a given pressure, but without mentioning the force produced, a poorly written defense of the fact that they are less efficient.
If the Nex Flow unit replaced the competitive unit, the air pressure could be reduced by 20 PSIG. As mentioned earlier in this article, that pressure reduction represents a 10% energy saving. So when comparing products, it is very important to look at all the facts. One of the other aspects of the Nex Flow Silent X-stream Air Blade air knife that dramatically illustrates efficiency is how quiet it is, even compared to other designs of its type.
One other point to mention is the flow profile. When an air nozzle, air jet, air amplifier, or air knife produces the amplified airflow, the profile will affect the force per square inch or square millimeter. This is particularly important in air nozzles. You need to decide on the minimum force required and the surface area you need to address.
This is especially important if putting together a row of nozzles for blow-off. You want the flow profiles to cover the required area without missing any spots or overlapping. A wider profile produces less force per unit area than a more focused air nozzle.
Air amplification is free, but among different designs, it can be more or less free than others. Besides reducing energy and noise, it is important to remember that air-amplifying products work at a greater distance than just open pipe or tubing.
The velocity produced by air amplification products is very important when used for cooling. The high velocity combined with the high flow is important, but they are mutually dependent. The more flow, the less velocity. The less velocity, the more flow. If the velocity is too low, you will not get the same cooling effect. Think of driving a car on a hot day with the window down.
It’s the same volume of air coming in to cool you, but the velocity from driving fast helps cool you more. But most certainly, air-amplifying products reduce energy use, and noise levels and make factory operations using compressed air more environmentally friendly.
Static electricity is an imbalance between positive and negative charges in materials. Most people have experienced it in everyday life whether it be with their laundry being “clingy,” making a balloon stick to a wall after rubbing it on your clothes, or when walking with socks on the carpet and getting a small shock from the doorknob. All objects are made up of atoms which have positive and negative charges, like charges repel each other (positive-positive, or negative-negative), while opposite attract each other (positive-negative).
Static attraction and Repulsion
Static electricity is a result of an imbalance between positive and negative charges when two objects or materials come into contact. The surface electrons (charges near the surface of the object) try to balance each other while the two surfaces are together. Let’s say there’s object A and object B. When object A and object B are touching, “A” gives up electrons and becomes more positively charged while “B” collects the extra electrons and becomes more negatively charged. When the two materials are separated, an imbalance occurs with the surface of “B” having a surplus of electrons and the surface of “A” having a shortage of electrons. These charges build up when they don’t have a direct path to the ground, and can eventually build up enough to cause a spark to a nearby grounded or less charged object in an attempt to balance the charge.
In various industries – this can cause issues with static charge knocking out sensitive electronics near the statically charged area, cause curling in plastic web processes that can cause jamming of machinery, or charged materials attracting dirt causing cleanliness issues in packaging, coating and painting operations. It can also be a nuisance and even a danger to personnel if being subjected constantly to static charges, especially if the charges are high.
Static charge is best eliminated just before the problem created by the plastic occurs. For example, if the problem is dirt on a part, it is best to eliminate the static “before” the dirt is attracted to the part. Sometimes it is not always possible to do that in which case the dust must then be removed. In such cases you can use an anti-static devices coupled with a compressed air operated air knife or air amplifier (ionizer bar in the case of an air knife and spot ionizer in the case of on amplifier). These products “ionizes” the air from the blow off units that bombard the statically charged surface with alternating positive and negative ions, which combines with the opposite charge on the surface of the part thereby eliminating the static charge. This makes it easier to blow off the dust. Nex Flow examples would be the Air Blade Ionizer and the Ion Blaster Beam. Normally dust can be blown off but if sticky, the force may not be enough and wiping may be necessary. Blower systems can also blow off dust but they need much higher volume and stronger ionizing systems due to turbulence. (Compressed air systems provides laminar flow and work better with ionizers).
When the problem is not dirt, and the anti-static device can be close to the problem area, no blow off or air is needed, only the anti-static device itself. Today the most common static removal technology is still AC technology. Normally, these static removing devices need to be very close to the part unless air is supplied which allows it to be a bit further away (and of course can also clean). Nex Flow also has an extra powerful AC ionizer for longer distance mounting and also if the static charge is extremely high for better static elimination. There are also now DC systems which operate farther away than AC systems from the target. They are also effective in blow off and cleaning of statically charged parts.
Two measurement devices are important when trying to control static electricity. One is a voltage measuring device such as the Multicheck which indicates if there is adequate voltage at the “pins” on the ionizer which generate the static removing ions. This will confirm if the static removal system is working. If the voltage is below the normal level it could be from either dirt buildup on the device and cleaning is necessary or there is damage somewhere in the system. The other is a static meter. Nex Flow has a lower cost and a more accurate higher cost version depending on the needs of the particular application. The static meters measure the static charge on the part before and after application of the static removal action. This will indicate if the system works as required.
Nex Flow has many years of experience in static control and can address any application where static may be causing issues in production, safety and/or cleanliness.
Hollywood Special Effects with Nex Flow® Compressed Air Accessories
Not only have Nex Flow® products been used for Hollywood special effects for US made movies but also for movies made by other jurisdictions and for special effects in museums and in theme parks.
The most popular products used are the air knives and the air amplifiers for creating special effects where wind or heavy air flow needs to be simulated. The advantage of the Nex Flow air knife design is its high efficiency in being able to produce more flow and force at a lower pressure than competitive units (performs the same at 60 PSIG compared to competitors operating at 80 PSIG). The Nex Flow Fixed Air Amplifiers as well as more efficient than competitive designs by about 10% and are much more rugged for easier handling and use.
One unique application in a Stephen King movie was the use of a standard air knife which operates by having the compressed air exit the air knife, and bending 90 degrees over a series of angles. When aiming a flame source against the flow, the air bends the flame also 90 degrees. With some computer manipulation this simulated a barrier against a flame (bending it 90 degrees).
One of my favorite application is from the original X-files series filmed in Canada. The fixed air amplifiers were used to simulate heavy air flow as one of the characters (Mulder) in the X-files was taken by aliens from an airplane. That was simulated by using several AM125 units (now the part number has been changed to FX125).
Standard air knives (Model 10024 – 24” long units) have been used in the Keanu Reeves remake of The Day The Earth Stood Still. If you have seen the movie there are several scenes where the grass is rustling from the wind. This effect was created using the air knives. Because of its even air flow it made a realistic simulation of wind blowing over a large area that was filmed.
Product has been used even off camera. In one of the James Bond movies (the most recent James Bond with Daniel Craig) there is a scene where there is a sand storm and the cameras that were doing the filming had protected the camera lenses with air knives that acted as a barrier to prevent the sand from hitting the lenses.
We do not always know what the specific application is for the product. Several 2” Fixed Air Amplifiers were purchased by a special effect company in Brazil but we were not told of the scene. In 2018 some products were purchased for apparently a major superhero movie but we were advised that we could not disclose the details. Needless to say, I will be viewing all the superhero movies for clues on where the products might be applied! While it might not be as exciting as appearing in a movie, having your product in a movie is kinda cool!
It’s not only movies that use Nex Flow products. A large number of 4” Air Amplifiers were purchased a few years back by Universal Studios when revamping their special effect “wind from King Kong’s breathing” at their King Kong ride. They replaced product previously supplied by a competitor with the superior and better priced Nex Flow product.
Museums are also trying to have exhibit that are more interactive. One such museum approached Nex Flow to use a small air amplifier or air jet to simulating the effect of bats flying by people in one of their bats tunnel. The advantage of using the Nex Flow compressed air amplification technology is the portability, ease of use and also the quiet non-disturbing operation of the products. The compressed air is supplied by a compressor in the film studio or from a rented portable compressor when filming on site.
Ring Vac® air operated conveyors were also used by one special effect company but in this case we were not advised of the special effect. We suspect it may have been used to simulate the firing of a projectile of some sort.
Regardless of the particular special effect, there are many uses for compressed air accessories in the entertainment industry, whether for films, television, theme parks or interactive displays in museums. The application of Nex FlowTM compressed air products for blowing or conveying is limited only to the imagination. The low cost, compact nature, portability, and low noise level of the products make them attractive to use in creating special effects.
Nex Flow offers in the USA and Canada (as do many of our representatives worldwide), a risk free product trialto potential customers and it is done in such a way to benefit all sides. Usually the trial period is limited to a maximum 30 days but in some cases, especially for larger projects, that time can be extended. Pneumatics is not a technology that is easily understood by everyone. Even in engineering schools, a great deal of teaching time is focused on hydraulics but very little in pneumatics.
If and when someone enters the pneumatic field – the focus is often in a very narrow area. Air compressor companies may give lip service to an entire system but their focus is primarily on the compressor room. A piping supplier would be focused on the piping and filtration companies would obviously be focused on the filters. Tooling, blow off, cooling and other end use application, the focus is too much on the use of the equipment without considering the entire system. That being said – it takes a great deal of experience, and deliberate interest in the entire system to truly give the best outcome to a customer. For this reason, Nex Flow insists upon understanding the entire system and the issue faced by clients before making recommendation on what to try.
A good volume of customers are in the same position as someone freshly entering the pneumatics field, and except for some basics understanding from classes and workshops, a more in-depth explanation will often help with decision making. A partial understanding of the concept can sometimes lead to inappropriate installation and test. For example, if an air knife is installed and does not work, did the issue steam from the application or installation? A real example occurred years ago at one facility where a 24” air knife was installed for a blow off application. The issue was that the unit was not powerful enough. What happened was that the person in charge had hooked up a very small diameter airline that was also quite long. This caused excessive pressure drop in the airline so the actual pressure at the point of use was much lower and hence less powerful. At first – the installer refused that the airline might be too small – but once he accepted to change the airline diameter to a much larger one – everything was resolved.
Some companies supplying similar technology as Nex Flow® have their “application engineers” that is not always very knowledgeable about the whole system offer a 30 day unconditional trial period. With this many returns happen because no one is really there to assist when there are issues. One of our current customer had such an experience with a competitor – so much that he was skeptical about whether the system can even work for the application. The competitor sent one unit for test – it didn’t work, so the unit was sent back. With Nex Flow – we help customers explore and learn about the actual system and pinpoint why it did not work. The issue was simple – the unit was simply hooked up without the appropriate parameters. Now – this customer is using our air knives and are quite happy.
So this is why Nex Flow personnel always probe deeper to not only understand the customer’s application but the customer’s environment, and system. Is there adequate compressed air? What about cleanliness in the airline? We even ask if the compressor is far or near the application (and yes, that can make a difference in some cases). If an application is tried and does not work – we endeavor to understand why because we want to learn and improve too! Nothing is sent for trial unless we are quite sure it will work. Of course sometimes we get the opportunity to explore a new applications where we sometimes cannot guarantee if the system will work but we will still try the test if the customer is willing.
The point of all this is simple – we recognize the value of both the customer’s time and ours. It is to the benefit of both parties to understand the customer’s operation, and for the customer to understand both the potential and limits of Nex Flow® technology and the parameters of operation.
In some cases it may take time for us to review provided information and may need to inquire additional information. For customers who have already had experience using the technology. What’s very nice is that the client’s have tried and loved the product due to the high quality of manufacturer and the “extra” we provide in each product. For example, most air knife providers do not anodize their aluminum versions – we do. Our cabinet enclosure coolers are all stainless and even less costly than aluminum versions provided by old competitors. We enjoy product comparisons and as our team of researchers and engineers constantly strive to improve our products.
If you are not familiar with Nex Flow technology, or maybe you have used competitive products, successfully or non-successfully but not familiar with the Nex Flow® brand- we certainly encourage to try before you buy!
To choose the perfect blow off product for your manufacturing environment it is important to consider the application, placement in the factory, energy savings, health and safety, and finally material durability.
Application
One of the primary criteria for deciding which blow off product is right for your manufacturing plant is the application desired. This section describes the primary application for the following devices: air amplifier, air jet, air blade air knives, and air guns.
An air amplifier is an air mover that is virtually maintenance free. The primary applications of air amplifiers include cooling, venting exhaust, drying, cleaning, distributing heat in molds or ovens, and collecting dust.
Air Jets entrain large volumes of surrounding air. They are similar to air amplifiers but comes in a smaller size yet are more efficient flow amplifiers than nozzles. These jets cover a larger blow off area than a nozzle and are ideal for part ejection. They are primarily used for cooling, part drying, chip removal, and air assist.
Air BladeTM Air Knives consist of a body with a plenum chamber, cap, and either a machined gap in the body or a shim to maintain an even gap along the length of the air knife. It uses compressed air for industrial blow off and cooling. The laminar sheet of air created by the unit is often used to replace rows of nozzles or jets to reduce energy costs. Air Knife is most commonly used to dry, clean, and cool. Examples of applications include removal of liquid, dust, and excess oils from flat and curved surfaces, conveyor cleaning, blow off before painting surfaces, and scrap removal.
Unlike any of the above units, air guns are not integrated into the factory line but instead are handheld units for blowing off work surfaces and other applications that require a high force or flow application. Safety blow guns are used to blow off metal chips during drilling operations, removing “stuck” material such as tape, gasket material, caulk, adhesive, paint, and labels. With the addition of air, the detached material is blown away during scraping, keeping the area clean.
Location
Although these pressurized air equipment may be ideal for specific applications, they are sometimes interchangeably used based on space availability, desired orientation, and even the factory environment. It is important to keep in mind that these blow off devices must have room for exhaust. Furthermore, if the device is used by a worker, comfortability and ease of maneuver is key.
The shape and size of the unit are important considerations. Air amplifiers and jets are both circular products but jets are smaller in size than amplifiers. Hence the amplifiers can blow off a larger area but with less force than a jet.
Air knives are straight and vary in lengths anywhere between 3” to 36” and can be used as part of an automated conveyor system. Air guns, on the other hand, are typically used at work stations. Extensions and swivels of various lengths and gun tips (i.e. nozzle and air edger) are available, making the safety gun a very flexible handheld unit.
Energy Savings
Depending on the required application, finding the best fitting blow off product allows the equipment to do the same job at less pressure. Energy savings is accomplished by finding blow off products that have the highest force/air consumption ratio. Reducing compressed air use and noise levels translates into an efficient high output air with lower energy use.
Here at Nex FlowTM – we continuously research and design better engineered products for our customers. For instance – our standard air blades have been proven to reduce energy by 30% – 90% as it is designed to produce the most force over the length at the lowest possible input pressure. Taking it a step further – our silent air knives are designed to further reduce energy lost as noise and is 25% more efficient than the standard design.
The best blow off customized product and technical support is obtained by choosing Nex Flow systems. During installation, our highly trained customer technical support advises our customers to install equipment that provides the most accurate blowing angles and direction All Nex Flow compressed air blow off products have a five-year warranty against manufacturer’s defects.
Health and Safety
The most important reason to use Nex Flow® blow off equipment is safety. Air equipment exhaust can be loud. Noise and vibration that are detected by the human ear are classified as sound. “Noise” is the term to describe unwanted sound. Extended exposure to unwanted sound or at high levels can harm workers and can result in profound hearing loss. Hearing loss can also occur as the result of one-time repeated contact to loud sounds or uncomfortable sound pressure over an extended period.
Occupational Safety and Health Administration (OSHA) sets legal limits on noise exposure in the workplace. Guidelines are available that describe permittable duration of exposure for occupational exposure limits (OELs) for various noise levels. These OELs are determined using a weighted average over an 8-hour work day. With unnecessary noise, all workers should be exposed to OSHA’s permissible exposure limit (PEL) of 90 dBA during an 8-hour work day. Note: The OSHA standard uses a 5-dBA exchange rate.
Nex Flow takes noise levels into consideration very seriously because we understand that reducing noise levels from very loud and damaging compressed air equipment is important. Noise levels are much lower when using air nozzles and air jets. The added bonus is that the use of air nozzles and air jets, not only lower noise levels but also lowers energy use.
All Nex Flow blow off products provide noise reduction in factories to ensure the safety of your workers in a factory environment.
Some Air Gun suppliers do not provide energy effectivenozzles or are not safe to use. All Nex Flow® air guns are safe to use, have energy efficient nozzles, and meet OSHA guidelines for safety.
Reducing unwanted noise can be achieved through using noise-canceling headphones, mufflers on any exhausting air, or by adding low-cost air amplifying nozzles on blow off devices. To further enhance safety in the manufacturing environment, Nex Flow® monitoring devices can detect sources of noise previously missed or unidentified. Use the Nex Flow Digital Sound Level Meter to accurately monitor noise levels and ensure that high levels of sounds do not exceed OSHA limited standard 29 CFR – 1910.95 (a) which limits an 8-hour exposure of constant noise to 90 dBA. The maximum hold setting will provide the highest noise level and will update continuously if a higher noise level comes into play. If you need to keep a record of sound measurements, a complete data logging system is available.
All of Nex Flow blow off equipment provides noise reduction, meets OSHA safety standards, and are safe to use in any factory environment.
Material Durability
Compressed air operated equipment is generally simple to use, compact, rugged, and portable.
To keep our products durable – we do not use plastic shims to save costs like other manufacturers. Nex FlowTM only uses stainless steel shims to guarantee longer life with still very competitive prices.
It is also important to choose the correct material used to construct the accessories. In a high temperature and corrosive environment, 303/304 Stainless Steel is recommended. The 316L Stainless Steel is recommended for very corrosive or high temperature applications and when the application is food or pharmaceutical grade. Anodized Aluminum is usually suitable for most other application but for oily environment it may be worth choosing the hard-anodized aluminum. Learn more about “Why we do what we do with our materials” here (Link to article).
Nex Flow is the best supplier of blow off products. Our trained customer service and installation technicians can help you identify the criteria that is most important for your blow off application. Educating your workers, while performing regular inspections will enhance their work environment, prevent leaks, and extend the life of your blow off equipment. When choosing the best blow off solution, understanding the benefits of a well-engineered Air Knife, Air Amplifier, Air Jet, and Air Guns to withstand a harsh factory environment with safety in mind is important. Remember Nex Flow is happy to help you and your company to meet all your compressed air needs.
Case Study: Nex Flow Air Knife Making Chicken Nuggets and Delicious Muffins
Making muffins, or any mass food production operation has critical standards of quality that must be met. If cooking or baking is involved the heat needs to be precise and consistent. Similarly for the ingredients involved in the cooking or baking process.
Nex Flow Air Knives (also called Air Blades) are used extensively to replace drilled pipe or rows of nozzles and jets for blow off, drying and even cooling. As they are compressed air operated the flow rate and blow off force produced can easily and accurately be controlled for any of the applications.
This accurate control with compressed air operated air knives was especially useful in an interesting and unique application involving the baking of muffins that was installed some years ago. The muffins are produced continuously and then placed evenly spaced in rows onto a conveyor. As the muffins move along the conveyor sugar is added onto the tops of each of the muffins before they enter an oven. The conveyor is continually moving. The nature of the process of adding the sugar caused occasionally too much sugar to be applied to some of the products. As the muffins moved through the oven, the oversupply of sugar would create burnt tops or overly baked tops which were out of specification and had to be disposed of. While they may have been rejected I am sure some would have been disposed of by eager, and hungry personnel on the line in a very humane manner) The operation I must admit, was very pleasant to the smell and I remember it to this day! To prevent burnt tops – a mechanism had to be put in place to limit the amount of sugar on the muffins.
The means to remove excess sugar was achieved by using a stainless steel air knife at very low compressed air pressure. Very little energy was required to remove the excess sugar and it had to be finely tuned so that just the right amount of sugar was removed. The result is a perfect muffin every time. Yummy!!! The air knife needed to have a high quality in control of manufacture to produce the even flow required with low pressure across the length of the web to cover all the muffins. It also had to be in stainless steel as it is being applied in a food processing plant. Since Nex Flow air knives have this necessary high quality control, so no issues arise in this kind of application.
A similar food processing application came up years later at a factory making chicken nuggets. In this operation the company had previously used blowers to remove access breading on the nuggets. The reason is in the same vein – too much breading on the nuggets produces product that is out of specification. The blowers worked fine but very high maintenance is required. This is because the environment had to be cold for processing meat products and heavy wash downs of equipment must be done daily – thus creating this high maintenance environment for blowers. So instead, the plant switched over to using our stainless steel X-stream Air Blade air knives at very low pressure to remove the excess breading. As was with the muffins, it was all done on moving conveyors. Not only did the compressed air operated air knives perform the job well, it virtually needed no maintenance decreasing quite a bit of the cost. Because the pressure used was only around 10 PSIG for the blow off of excess breading the energy cost increase compared to what was used with the blowers was negligible. Another benefit was the very quiet operation of the air knife. At 80 PSIG the exhaust air noise level from the air knife is only 69 dBA and at 10 PSIG the sound was barely audible. The savings in maintenance cost, downtime, and personnel time for outweighed the slight increase in energy costs. Years of maintenance free, reliable product is assured with the use of the silent X-Stream Air Blade air knife. The much smaller footprint of the compressed air device replaced the bulky and noisy blower, creating more space and a better working environment for the employees.
In both operations and outlined above, it is important to have clean and dry compressed air. As compressed air makes contact with the food product in both of the above application – strict guidelines must be followed to ensure that the compressed air is free from contaminants with potential health hazards.
The reasons for choosing the compressed air operated air knives in both situations were similar:
First, it was used to improve the quality of the end product and the solution had to be tightly controlled (not too much, not too little). The compressed air solution allowed that to be done with the use of a simple regulator to set the optimum pressure.
Second, a simple and quick relatively low cost solution was required. In the muffin case, just the capital cost involved in getting a blower system would take a long time to get equipment approval, in addition to space considerations. As for the nuggets, the benefit of reduced maintenance and downtime alone, regardless of the extra benefits of less noise and more space was enough to justify the solution.
Third, easy installation, low noise, small footprint, and ease of use with near zero maintenance made the solution. In many processes you can still see open pipe and open air lines being used for drying, cooling, cleaning and moving products, but with very little investment, the process can be improved dramatically using the compressed air technology. Replacing open pipe, tubing, or drilled pipe using compressed air with the appropriate nozzle type from Nex Flow can reduce noise levels by 10 dBA or more. It can improve safety and improve the manufacturing process with paybacks in energy use in less than a year. When replacing blower systems, the maintenance costs should also be weighed in along with assessing the actual pressures used in the process. Another factor to consider is whether the blow off, cleaning, drying, cooling or moving of part is intermittent. A compressed air solution allows for an on/off switch, wherein blowers system have to be on all the time. This means that compressed air can be used “on demand” to further save energy.
Contact one of our personnel, so we can help assess your application to determine the best approach to improving your operations, in all sorts of industries that involve the use of compressed air. Our goal is to make sure that compressed air is used in the most optimum, most productive, and the safest way in a factory environment.
Nex Flow compressed air accessories can complement and enhance your compressed air systems. Awareness of the best accessories (based on application) can save energy, extend the lifespan of equipment, and provide a safe environment for workers when using compressed air. This article describes tips that enhance the performance and prolongs the life of compress air accessories.
What are Examples of Compressed Air Accessories?
Compressed air accessories include filters (oil and water), separators (shims), valves, nozzles, tubing, hoses, etc. Nex Flow engineering experts are happy to provide advice when choosing the best compressed air accessories for your application. We are dedicated to reducing the cost of compressed air system operation and extending the life of your products. All products come with a 5-year manufacturing warranty.
Prevent Leaks
Benjamin Franklin once said, “An ounce of prevention is worth a pound of cure.” Be proactive by regularly checking for leaks in filters, fittings, valves, and connectors. Leaks occur especially when your compressed air system is aging. Inspecting your entire system regularly prevents leaking air. Leaks can originate from lines, gaskets, fittings, valves, clamps and connections. They can divert an estimated 25 percent of your compressed air. Leak detectors can be helpful in identifying the issues before they become costly to repair. In addition, solenoid valves can be used to control the flow of liquid and gases.
Check the quality of pipes in your compressed air system. Simply using quality and replacing worn out pipes can save energy and maintenance costs. Pipes that are free of corrosion, clean, and dry are a good indication of quality piping. If the air is not properly filtered, dust appears in the pipes which could lead to inlet filters becoming clogged, causing a decrease in pressure, and the chance of product contamination. If left unattended, wastes will accumulate, and these dust and sludge will corrode piping very quickly and exacerbate leakage. Properly dried and filtered air keeps your pipe system clean and reduces maintenance.
Inspect Equipment Regularly
Strange noises and excessive vibration are indications of problems. Learn to recognize issues as soon as problems occur. Inspect the entire compressed air system regularly including accessories. Keep everything tight because otherwise screws, nuts, and bolts can all loosen. Tighten accessory that has become loose. It is highly recommended to regularly inspect your system, understand and know the acceptable range of the gauges so you can flag if the system is abnormal. This knowledge can prevent major damage to equipment and prevent costly repair. Check the coolant and refill it regularly since the coolant prevents your system from overheating and prolongs the life of your compressed air system.
Cleaning
With the help of expert technicians with years of experience, develop a daily cleaning routine of your system and accessories. Remove filters and blow them clear of dust to extend the life of the pipes, filters, and nozzles. Dust and debris can collect in filters and if they clog, it will impact the effectiveness of your system. Other than dusts, filters should also be drained of any liquid they collect. Remember that any residue may dry and leave a film – this is especially hard to remove if it is an oil residue. So before putting the filters back in use – it is important the filters are properly drained and cleaned to prolong the lifespan of the product.
Seek out moisture in your entire system. Moisture can cause wear and tear on your accessories. Condensation can deteriorate the health of your system and shortens the lifespan of equipment. Ensure that the air compressor is eliminating moisture as expected on a daily basis. Furthermore, check drains and separators to ensure that no moisture is pooling.
Maintenance
It is highly recommended to follow the compressor maintenance schedule. Ignoring maintenance costs more because it leads to costly repair and replacement expenses. It is critically important that the correct lubricant is used on tools and compressed air accessories to promote long life. Incorrect lubricant can damage internal parts. For blow-off or air conditioning systems, it is equally important not to use a lubricant since it could block the nozzle. In situations where the entire air system is lubricated, it is recommended that an oil removal filter is installed upstream.
A compressor runs more efficiently when properly maintained. Proper compressor maintenance cuts energy costs and prevents breakdowns. Maintain oil change schedules and other timely scheduled maintenance on your compressors. Consult your air compressor supplier for advice regarding the most efficient method to run based on the application of use, especially if you own several compressor units.
Vortex tube cooling for cabinet enclosures is essential in very dirty or humid environments. The use of cabinets coolers not only keep the control panel clean but also keep maintenance costs to a minimum. If the equipment become clogged and stops working, the cost of an enclosure is easily recovered compared to stopping work to repair sensitive parts on the control panel.
Pre-packaged Electronic Thermostat
Setting the temperature of when compressed air will be used, will extend the lifespan of your equipment. Thermostats control the temperature setting inside your control panel. The compressed air equipment will only be used when necessary. Also, Nex Flow®Panel Coolers ensures a positive pressure to keep out atmospheric air in control panels. A small amount of air flowing into the control panel is important to maintain a slightly positive pressure. Nex Flow also offers a special temperature-sensitive sticker that is put on the outside of a control panel as a qualitative indicator to show when a panel is overheating.
Proper Filtration Use
Using proper filters based on the application and changing filters regularly will prolong the life of your blow off products. Instead of using cartridge filters, where water and oil removal pose a high maintenance cost, it would be wise to use the following compressed air accessories for longer life:
Oil Removal Filters – an excellent choice for oil removal because it filters up to 0.3 microns.
Liquid Super Separator – removes 99.99% oil and water from a compressed air system. This filter addresses access water problems and extends the life of existing filters.
Use Stainless Steel Shims for longer life
Unlike other manufacturers – Nex Flow® only sells stainless steel shims because we understand that plastic shims will wear out quickly. When required, shim kits and individual sizes are available for spare parts, enlarge the gaps in existing products to increase flow/force, or to replace old shims if necessary.
Conclusion
Having keen knowledge of how your compressed air system works optimally only occurs when a regular maintenance and inspecting schedule is kept. Once you are aware of your compressed air system, issues. Loose or loud components, can be quickly replaced and maintained before expensive repairs are necessary. Knowing the correct compressed air accessory for the application will save operation costs and extend the life of the equipment you have installed. Nex Flow is the company that is most qualified to help you select the most effective compressed air accessories for your application.
Have you ever heard someone said something along the lines of “well that’s definitely a powerful machine – just listen to how loud it is”. While this may be true some of the time it is not always the case. When working with compressed air, having a well-designed machines and accessory that is equally powerful at a much lower noise level is always a plus. Here are some things to consider about noise.
Loud Noise Means Less Efficiency
Have you ever tried to concentrate with loud noise? It is much more difficult to think clearly with loud noise. But it’s not just personal efficiency that can be negatively affected, the efficiency of the device making the noise can also be jeopardized. For instance, the noise involved with compressed air blow-off can mean a leakage or an inefficient design. It is still prevalent to use open tubes and jets and drilled pipe for blowing compressed air in production applications to clean, cool and move products. However, the exhaust noise using these methods can exceed 90 dBA depending on the pressure used and the bulk of the noise generated by this method of blowing with compressed air is from the energy lost as it exits the tube or pipe. In other words, the energy is loss as noise and pressure drop because the flow and force from dilled pipes and open tubes are mostly turbulent.
Turbulent Flow can be characterized as having tiny whirlpool regions and it also increases the amount of air resistance which is useful for accelerating heat conduction and thermal mixing. However, it is not useful for blowing applications. Turbulent flow will produce a great deal more noise. For blowing with compressed air, whether for cooling or cleaning or drying, laminar air flow is preferred.
Laminar Flow is when the flow of a fluid (in this case, air) follows a smooth path, or paths which never interfere with one another. One result of laminar flow is that the velocity of the fluid is constant at any point in the fluid movement path.
Just how much can noise be reduced and how much energy saved using blow off products that produce a laminar flow? The answer is – quite dramatic. A laminar flow nozzle can reduce noise levels as much as 10 dBA and reduce energy consumption by 30% – 40%. Likewise, laminar flow air knives which is basically long, flat nozzles are used to replace drilled pipe for higher efficiency. Some designs are extremely quiet and can reduce exhaust air noise to as low as 69 dBA.
High Noise Level is a Hazard
Of the roughly 40 million Americans suffering from hearing loss, 10 million can be attributed to noise-induced hearing loss (NIHL). NIHL can be caused by a one-time exposure to loud sound as well as by repeated exposure to sounds at various loudness levels over an extended period of time.
Sound pressure is measured in decibels (dB). The average person can hear sounds down to about 0 dB, the level of rustling leaves. A handful of people with very good hearing can hear sounds down to -15 dB. On the other end of the gauge, a sound that reaches 85 dB or stronger can cause permanent damage to your hearing even if exposed for a very short time. The timespan you listen to a sound affects how much damage it can cause. The quieter the sound, the longer you can listen to it safely. A very quiet sound will not cause damage even if you listen to it for a very long time. However, a sound that reaches 85 dB can cause enough damage to induce permanent hearing loss. Here are some common sounds.
A typical conversation occurs at 60 dB – not enough to cause damage.
A bulldozer that is only idling (not actively bulldozing) is loud enough at 85 dB – after only 8 hours it can cause permanent ear damage.
When listening to music – a stock earphones at maximum volume can generate sounds reaching a level of over 100 dBA. Loud enough to begin causing permanent damage after just 15 minutes a day!
A clap of thunder from a nearby storm (120 dB) or a gunshot (140-190 dB, depending on weapon), can both cause immediate damage.
It is estimated that as many as 30 million Americans are exposed to potentially harmful sounds at work. Even outside of work, many people participate in recreational activities that exposes them to harmful noise (i.e. musical concerts, use of power tools, etc.).
Designing the Future of Air Blow Off Technology
Nex Flow® Air Products Corp. continually perform and fund research to constantly improve the efficiency and safety of compressed air accessories. With this approach, we are able to offer noise reduction for compressed air technologies that are equally or more efficient than competitive units.
Air Nozzles
Our Air Nozzles are engineered to reduce noise by 10 dBA over open pipe, tube or jets and maximize laminar flow to increase force/compressed air consumed.
One of the oldest styles of air saving, noise reducing air nozzles are of a cone shaped design. But if you put every single design next to one another both energy saving and noise reduction will vary greatly because many times the aerodynamic design is neglected. Having the nozzle outside appearance as a cone shape in not enough. There are many other (proprietary) factors to consider to truly minimize turbulence and maximize laminar flow. The cone shaped designs are still the optimum style to use for maximizing total volume of flow produced per quantity of compressed air consumed and is especially ideal for cooling applications. Where cost is a factor, this model is ideal.
The Air Mag is another one of our engineered nozzle with patented design. The bullet shaped design trumps the cone shaped design for producing the highest force/quantity of compressed air consumed. The patented design allows the Air Mag to provide the furthest distance for laminar flow compared to competitive units. Other bullet shaped nozzles need to be close to the target as turbulent flow begins to occur after only a short distance from the nozzle. Our unique design helps significantly extend the range of the laminar flow. Due to increased complexity and manufacturing processes, they are more costly than the cone shaped designs. However, they are the best option for when force produced is an important factor.
Air Knives
When replacing drilled pipe with holes, the Nex Flow Silent X-stream Air Blade air knife lives up to its name. At 80 PSIG the unit is runs on just 69 dBA exhaust noise and uses the same air consumption as if running competitive units at 60PSIG. Extremely popular as they often replace competitive units in the field because of the design and quality of manufacture.
Other blow off products we offer include air flow amplifiers, air jets, and many more. Our accessories are used not only for blow off and cooling applications but can also be used for conveying, cleaning and to control static electricity.
The next time you hear a loud sound when using compressed air anywhere in the production line, don’t forget to check and see what is making that noise. Loud noise is a health hazard and is often wasted energy. So, if the source of the noise is coming from an open tube, open pipe or a drilled pipe of any sort, chances are, you can reduce this noise very quickly and even reduce energy and get better performance by using low cost products from Nex Flow®.
The Coandă effect is the tendency of a stream of fluid (air or liquid) coming from an opening to follow an adjacent flat or curved surface and to entrain fluid from the surroundings so that a region of lower pressure develops. It can also be described as the tendency of a fluid to adhere to the walls of a convex surface.
Commonly a free jet of fluid entrains and mixes with its surroundings as it flows away from a nozzle. The key to the Coandă effect is that when the jet of air comes close to a curved surface, it remains close to the curvature even if the surface is curved away from the initial direction of the jet of fluid. This effect can be used to change a stream’s direction. In doing so, the rate at which the jet mixes are often significantly increased compared with that of an equivalent free jet.
When the fluid increases in speed, the pressure decreases, and this pressure imbalance results in the flow being pushed against the surface by the atmosphere. This means that even if the surface curves away from the direction of flow, the flow keeps sticking to it because the atmosphere is “applying” pressure so the liquid sticks to the surface. This continues until the flow slows down and mixes with ambient air taking away the pressure difference.
This effect is quite widespread in its applications – from airplanes to windshield washers in automobiles and even in air conditioning unit designs and their placement.
Bernoulli Principle and Coandă effect: Their Contributions to Flight
Daniel Bernoulli (1700-1782) discovered an effect named after himself over 300 years ago called the Bernoulli’s Principle. Air behaves like a liquid and when air moves, the pressure around the air parcel decreases. He discovered that if you can move air along a surface, the pressure on that side of the surface will be less than the pressure on its other side. This principal is used to lift airplane wings on aircraft.
The Bernoulli principle describes how planes fly. Aircraft wings have curved top sides and the bottoms are relatively flat. When moving, air hits the front edge of the wing causing some of the air to move up over the wings and the rest to move below the wing. As the upward movingair must follow the curvature of the wing and travels further than theair moving under the wing to reach the back edge at the same time, the air pressure on the top of the wing is reduced according to Bernoulli’s principle. The resulting higher pressure under the wing, lifts the aircraft. This lifting effect pushes the wing upwards and keeps the aircraft in flight.
Though Bernoulli’s principle is a major source of lift in an aircraft wing, a Romanian aerodynamics pioneer engineer, Henri Coandă (1885-1972), discovered another effect that also helps produce lift. Henri Coandă, built the first jet aircraft in December 16, 1910 with his partner Gianni Caponi (another aviator). The plane, called the Coandă-1910, was a 4-cylinder piston engine used to power a rotary compressor. It was displayed in Paris at the Second International Aeronautical Exhibition and, unlike all other planes at the time, the Coandă-1910 did not have a propeller. The motor-driven turbine of his specially designed aircraft sucked the air through the turbine, while the exhaust exited from the rear. This design drove the plane forward by propulsion. Coandă noticed that the airflow was attracted to nearby surfaces. In 1934, Coandă obtained a patent in France for a “method and apparatus for deviation of a fluid into another fluid.” The effect was described as the “deviation of a plain jet of a fluid that penetrates another fluid in the vicinity of a convex wall.” The first official documents that explicitly mention the Coandă effect were two 1936 patents by Henri Coandă. (Coandă effect, Retrieved from Wikipedia on Dec 12, 2018). Unfortunately, the first flight ended in an accident and he could not raise enough money to continue his research. “A moving stream of fluid, when in contact with a curved surface, will tend to follow the curvature instead of continuing to move in a straight line.”
Like the Bernoulli effect, the Coandă effect also describes how an airplane’s wing lifts. The difference is the Coandă effect describes the angle of attack, which is the angle between the wing and the direction of the air flow, as shown in the following diagram:
The angle of attack indicates the wing’s tilt with respect to the oncoming air. To lift the wing, Newton’s third law says that there must be an equal force acting in the opposite direction. If we can exert a force on the air so that it is directed down, the air will exert an upward force back on the wing. As the angle of attack increases, so does the lift. If the angle of attack is too great, the air flow will stop following the curve of the wing and a small vacuum is created behind the wing causing vibration and decreases the wing’s efficiency. The wing’s efficiency is important because it directs the airflow downward and pushes up on the wing to produce lift. If the surface is not too sharply curved, the jet of air can follow the surface. The forces that cause these changes in the direction of flow causes an equal and opposite force on the surface along which the jet/stream flows.These Coandă effect/forces causes lift depending on the orientation of the jet and the surface to which the jet/stream adheres. This effect can be induced in any fluids including water.
Applications of Coandă effect in Compressed Air Industries
Henri Coandă was the first person to recognize the practical application of the phenomenon in aircraft development. The effect is used to power pneumatic production equipment, air operated lathe chucks, pressure clean parts, and to convey or cool components during production for the following industries:
Chemicals
Pharmaceuticals (i.e. ventilators)
Food & Beverage
Aeration and Agitation
Semiconductor & Electronics
Medical Breathing Air
Automotive for tires and breaks
Manufacturing
Compressed air is also used for maintenance, power washers, and other cleaning tools.
In air conditioning, the Coandă effect is exploited to increase the throw of a ceiling mounted diffuser. It cools without the use of chemicals. Because the effect causes air discharged from the diffuser to “stick” to the ceiling, it travels farther before dropping for the same discharge velocity than it would if the diffuser was mounted in free air, without the neighboring ceiling. Lower discharge velocity means lower noise levels and in the case of Variable Air Volume (VAV) air conditioning systems, permits greater turndown ratios. Linear diffusers and slot diffusers that present a greater length of contact with the ceiling exhibit a greater Coandă effect.
The Coandă effect is used in compressed air flow amplification technology to create energy efficient and noise reducing air amplifiers or movers, jets, and knives used in blow off applications. This effect helps to save energy and meet Occupational Safety and Health Administration (OSHA) standards in compressed industries.
Air Amplifiers or “Movers”
A compressed air flow amplifier works by entraining air along with compressed air. The amplified air utilizes the Coandă effect to draw in surrounding atmospheric air while consuming only a minimal amount of compressed air. These products can amplify airflow up to 17 times with reduced noise levels. The air follows the profile of a pipe outward to cool or dry a surface. Compressed air mixes with ambient air drawn into the device causing the resulting mixed air to have a higher flow and force than the starting ambient air. Air movers are more effective for cooling because of the high velocity outlet flow when compared to flat nozzles. The force produced for blow off decreases as the amplifier outlet diameter increases.
The increased flow reduces the amount of compressed air required. Allowing the Air Amplifier to be used in applications like venting fumes and smoke, conveying low weight materials, and entraining a high volume of air to cool, blow off, or dry.
Air Jets
Compressed air jets generate a high-volume air flow while minimizing compressed air consumption. The compressed air is distributed through an annular ring and is directed towards the outlet using the Coandă effect. This results in the entrainment of surrounding air and results in a great force and velocity compared to the minimized volume of compressed air needed.
Air Knife
Air knives use the Coandă effect for product cooking, drying, and cleaning. An air knife system can be found in most manufacturing and packaging plants such as:
Food packaging for drying; cooling; removing spills from packaging materials
Bottle plants for drying cans and bottles
Metal forming for cleaning; cooling; galvanizing; roll forming
Foundries and casting plants for cleaning and cooling
For example:
The coating thickness in hot-dip zinc galvanizing process is often done using the gas wiping through an air knife system that uses the Coandă effect. The thickness of the galvanized zinc is of practical importance in determining the quality of product.Such a gas wiping method causes a technical problem of splashing from the strip edge to have a harmful effect on the performance of the galvanizing process and the product quality. The results obtained from “a study on the air knife flow with Coandă effect” Journal of Mechanical Science and Technology 21(12):2214-2220, December 2007, show that Coandă air knife system (nozzle)effectively reduces the splashing problem, leading to improvement of the whole galvanizing process.
Nex Flow Air Products Corp. specializes in the manufacturing of compressed air products for blow off, cooling and moving to optimize energy use and safety.
Air knives can be compressed air operated or blower operated and different factors determine which is optimal to use. This article will be focused on the different ways you can set up a compressed air operated air knife. Compressed air operated air knives are used primarily for drying, cleaning, and cooling and also for coating control and drying. There are multiple ways to set-up an air knife system depending on the application.
Below is a list of five common application and the basic suitable set-up
Drying or removing liquids from the surface of parts
Debris blow off from parts with special focus on how to remove static electricity from plastic parts that need to be cleaned
Coating control on parts when a coating is applied and needs to be spread evenly over the part
Drying or setting of a coating once applied to the part
Cooling of materials
Drying or Removing Liquids
Compressed air operated air knives are excellent for drying applications especially when drying relatively smooth and flat surfaces because of the high shear force. Blower operated systems often rely on heat as well as large blower mass flow to remove liquid but this can often leave stains on the surfaces left over from chemical residue. Compressed air operated units will have the added energy to remove all the liquid minimizing any possibility of stains. In addition, you need much less of a footprint to dry in any conveyed system as any liquid droplets left after drying are so small they evaporate very quickly. In these applications the air knife flow is directed against the direction of the moving product about 3 degrees in slow moving situations and incrementally increased to as much as 30 degrees for fast moving applications. The actual pressure used depends on speed and viscosity of the fluid removed and the roughness of the surface where the liquid is deposited. The greater the speed, viscosity and roughness, the more pressure is needed. Input air pressure can range anywhere from 60 to 80 PSIG.
Debris Blow Off
Compressed air operated air knives are also ideal in blowing off relatively light debris as compared to blower systems for the same reason as when dying, ie: light scrap off conveyors, dust and debris. The same rules apply regarding the angle of the air knife as with drying and is again directed against the direction of the moving target. It can be 3 to 30 degrees depending on speed but also depending on the nature of the material being blown off. For dust blow-off – it can be treated like liquid. For larger material or clumps of product, the angle can vary widely and needs to be tested for best effect in cleaning. Pressure however can often be very low (as low as 30 PSIG for light dust and debris) but of course can ramp up to 80 PSIG for heavier material. For very heavy material, the air gap of the air knife can be opened up for more force and power but that will also increase the amount of compressed air needed. For particulate or objects that need to be removed but only show up intermittently, a sensor system can be set up to detect the material and turn on the air supply only when needed to conserve energy as compressed air operated air knives can be instant on and off in operation. When having to clean particulate for statically charged surfaces such as plastics or film, an ionizing bar (static eliminator) can be attached to the air knife. When used in conjunction – unless the particulate is also very sticky – pressure as low as 30 PSIG and even less is capable of de-dusting a statically charged surface. Learn more about how a static eliminator works. An example of such an air knife with a static bar is the Air Blade Ionizer. If noise is a concern a Silent X-stream® model is also available. For very high charges or fast moving target, a stronger static bar may be used as with the our Triple X Air Blade Ionizer.
Coating Control
A compressed air knife with a very sharp edge air flow such as the X-Stream Air Blade® are ideal for use in controlling the level of coating applied to a product. The sharp, even and targeted flow from this unit can control the amount of coating on a product as the coating is first applied, then spread with the help of the air knife. The required pressure depends on speed and the depth required for the coating but easily controlled with a regulator and can vary widely depending on the viscosity of the costing as well. In coating control the laminar flow produced is important and gives much better control than the more turbulent flows produced by blower operated systems. In coating control the angle of the air knife is usually around 3 to 5 degrees due to the slower speeds involved.
Drying or setting of a Coating
Ever wonder why compressed air gets cold? There is a slight cooling effect when air leaves a compressed air operated air knife as the air goes from high pressure to low pressure. Air flow is amplified as atmospheric air is entrained along with the compressed air but there is still a slight cooling effect. This cooling effect assist in helping to dry or set a coating once applied to the product to ensure an even finish. Pressure used is typically quite low at 20 to 30 PSIG and angle around 3 degrees against the flow of material.
Cooling of Material
As mentioned above, there is a slight cooling effect which helps when used to cool materials. But in addition to the cooling effect, the laminar flow and high velocity of the air produced by a compressed air operated air knife can “cut” through the boundary layer produced by heat generated in a hot target and help cool the material. The cooling occurs due to the wind chill effect. How fast the material can be cooled depends on several factors. The higher the initial temperature, the faster it will cool, and the rate of cooling will slow logarithmically as the material gets cooler. Dwell time is also important. It is no question that you need time to cool an object. So when cooling with an air knife the product should travel slowly. Alternatively you can use several air knives, one after the other, to have enough exposure or dwell time to blow on the product and cool. The angle of the set-up should again be about 3 degrees with pressure typically at 80 PSIG to get the optimum mass flow and velocity for cooling.
So whether drying, cleaning, controlling coating, setting a coating or cooling, compressed air operated air knives offer an economical and viable solution. To further reduce your compressed air energy consumption – don’t forget to check out this article!
Recommended compressed air standards and related terms
There are several major standards to consider with the use of compressed air – two with regard to air quality, one for compressed air safety and any local standards related to noise.
Since compressed air is used in so many areas where it can come in contact with food or medicines, air quality standard is probably the most important standard related to compressed air use. ISO 8573, established in 1991 is a multi-part standard for compressed air quality to facilitate compressed air system component selection, design and measurement. Part 1 classifies contaminant type and assigning air quality levels, and Parts 2 through 9, define testing methods to accurately measure a full range of contaminants within the end user’s facility. The ISO 8573 Air Quality standard does not however address how manufacturers are to test and rate the filters. The ISO 12500 filter standard was developed to address this issue and establishes how manufacturers test and rate compressed air filters by defining critical performance parameters (namely, inlet oil challenge, inlet compressed air temperature and pressure measurement techniques) that will deliver certifiable filter performance information suitable for comparative purposes.
ISO 12500 is a multi-part standard, with ISO 12500-1 encompassing the testing of coalescing filters for oil aerosol removal performance, ISO 12500-2 quantifies vapor removal capacity of adsorption filters, and; ISO 12500-3 outlines requirements to test particulate filters for solid contaminant removal.
Occupational Safety and Health Administration (OSHA) standard 1910.242(b) requires that compressed air used for cleaning purposes must be reduced to less than 30 psig (pounds per square inch gauge, 204 kPa). Compressed air used for cleaning must only be permitted with effective chip guarding and personal protective equipment to protect the operator and other employees from the hazards of the release of compressed air and flying debris. Standard 1917.154, which addresses similar hazards in the maritime industry, explicitly prohibits the use of compressed air for personnel cleaning. While this particular requirement is not specifically applicable in the general industry setting, it is recognized as good practice for all industries. Standard CFR 1910.242(b) is a major guideline for Nex FlowTM in the design of their air saving nozzles, to keep dead end pressure under 30 psig.
Noise standards vary around the world. Compressed air, when exhausted from cylinders, air nozzles especially, produce noise – both impact noise and exhaust noise. Please refer to our article on noise levels for more detail.
Terminology used in compressed air systems can be confusing, so we have defined some for you along with common units and conversions below (the terms do not include terms related specifically to the compressors themselves – just terms downstream).
Absolute Pressure – The measure of pressure compared to the absolute zero pressure of an empty space—e.g., a vacuum. Expressed in pounds per square inch (PSI) or bar (BAR) or kilopascals (KPa). 1 bar equals 14.7 PSI equals 100 KPa
Actual Capacity – Also known as Free Air Delivered (FAD), this is the amount of gas actually compressed and delivered (at rated speeds and conditions) to a discharge system. Expressed as cubic feet per minute (CFM) or liters (LPM) per minute where 1 CFM = 28.32 LPM.
Air Consumption – The compressed air consumed from the compressed air system by any machine, air tool or blow off device to operate expressed at a particular input pressure to the device and usually in SCFM or SLPM as defined further below.
Amplification Ratio – A term typically used with blow off devices such as engineered air nozzles, jets, air amplifiers, air knives to express the amount of increase in air flow compared to the compressed air used. Should be expressed at a particular distance from the blow off device. It is usually and average over various inlet pressures.
Atmospheric Pressure – The measured surrounding pressure of a particular location and its altitude. Measured in PSI or BAR or KPa as explained above
Blow Off Force – The force produced by a blow off nozzle, jet, air knife or amplifier on pounds force or grams as a particular pressure at the device inlet, expressed at a particular distance from the device.
Free Air CFMor LPM– Air’s flow rate at a specified point and condition, which is then converted to surrounding conditions.
Actual CFM or LPM – Air’s flow rate at a specified point and condition.
Inlet CFM or LPM – Air that is flowing through the inlet filter or valve of a compressor (under rated conditions).
Standard CFM or LPM – The flow rate of free air that is measured and then converted to a uniform set of reference conditions. Normally expressed as SCFM or SLPM.
Dew Point – The temperature point at which moisture starts to condense in the air, if the air continues to be cooled at a single pressure.
Compressed air is a very important tool for food processing and packaging. Food production includes processes like canning, freezing, and dehydration. In this industry – compressed air is used for blow-off applications, cleaning, sorting, cutting, shaping, and conveying food products. It is also used to help form, fill, and seal cartons. The food production industry has approximately 1,300 facilities and employs 112,000 people for processing fruits and vegetables in the United States. The air must be free of contaminants before contact or non-contact with food products. It is the manufacturer’s responsibility to know the composition of the air used to avoid product contamination. The air quality is the measure of these contaminants in the pressurized air.If a component of the air has a harmful effect or makes the condition of the product worse – it is considered a compressed air contaminant. The sources of contaminants in compressed air food processing environments could be physical, chemical, or biological hazards. They include:particles, microorganisms, water, and oil.
Each food processing plant has unique requirements. The goals are to guarantee compliance with standards, levels of food safety, and quality set forth by the FDA and other regulatory entities. This is critical since food products are ingested by humans and animals. To apply the appropriate regulatory process to for compressed air and food management systems, recognize the following regulatory organizations:
International Organization for Standardization (ISO)
ISO 8573.1:2010 – Contains purity classes for components/contaminants in pressurized air ISO 8573-3:1999 – Describes methods for measuring water vapor, level of uncertainty, and detection range. ISO 8573-2:2007 – Describes Methods A and B for collecting oil aerosol and liquid samples
British Retail Consortium (BRC) and British Compressed Air Society (BCAS)
Food and Beverage Grade Compressed Air Best Practice Guideline 102
Benchmark requirements and food safety certification programs for companies to meet high regulatory standards
Food Safety System Certification (FSSC)
Recognized by the GFSI
FSSC 22000 certifies and audits food manufacturers using standards from the International Organization for Standardization, ISO 22000 and ISO 22003.
International Featured Standards on Food (IFS)
Focuses on Food safety systems during processing and production.
Recognized by the GFSI.
Hazard Analysis Critical Control Point (HACCP)
A code of practice for the food and beverage industry. Includes recommendation for compressed air that comes into indirect as well as direct contact with the product.
Goes beyond inspecting finished food product. It finds, corrects, and prevents hazards throughout the production process. Also recommended by the Codex Alimentarius Commission, the United Nations international standards organization for food safety.
Sources of Contaminants
The possible sources of contaminants in food processing using compressed air are:
Ambient air can contain anywhere between 5-25 grams of water, 1-5 micrograms of oil, and 10-100 bacterial parts per cubic meter
Pipes may contain rust, shed metal, or plastic pipes may shed polymer particles
Charcoal filters and canisters shed particles
Sealing tape
Rubber gasket pieces
Condensed water, liquid, and oil already present in the system form vapor or aerosol.
Airborne microbes
Relative Humidity is a source of moisture in the air
NOTE: ISO 8573.1:2010, British Retail Consortium (BRC) and British Compressed Air Society (BCAS) are specifications that identify potential hazards in the food processing industry.
Impacts of Contaminants
One cubic meter of untreated compressed air contains almost 200 million dirt particles and a lot of water, oil, lead, cadmium and mercury. (Validation of System for Air Quality, https://rastgar-co.com/air-quality/, retrieved November 2, 2018) The impacts of contaminants in a food processing plant are:
Microbial and bacterial growth on products and equipment
Corrosive particles landing on sterilized food
Hazardous consequences to consumer health including the ingestion of hydrocarbons
Contaminates could accumulate on food products.
Corrode pipes causing blockages and reduces the life of filters, drains, and machinery in plants.
Increased energy and money waste.
Understanding Air Quality Factors?
The factors that need to be understood in a food processing environment to improve air quality are:
Assess the activities and operations that could harm the food product. This is a multistep process:
Identify potential hazards
Assess the risk of harm
Assess the controls measures in place for appropriateness
Prioritize controls and hazards for management
Assess the need for extra controls by taking preventative steps to remove or reduce the chance of product harm or harm to the customer
Schedule regular reviews to assess the adequacy of the controls in place
Determine the extent that the food product is harmed by a potential contaminant
Determine the likelihood of contamination.
Understand the impact of air quality on the work zone, workers, and the product or service manufactured.
Review Direct Product Contact, Indirect Product Contact, USP, and ISO 8573 air standards.
Understand your requirements for safe food production.
Engage the production engineers who are most familiar with air quality requirements. They are the resource to determine what needs to be removed from the air and which filter to use for the correct solution. The production engineer would also know the dampness of the air required: moist or dry.
Determine the amount of moisture required in the air.
Be aware that pressure reducers and valves can also discharge particles.
Determine the type of pipes used in the plant
Solutions
The solution depends if the compressed air is in contact with the food product or not.
Contact Application Solutions
Contact application is when the air is used for moving, packaging and transportation of food production. The pressurized air in direct contact with the product needs to be purified to a higher standard than for non-contact applications usually to the -40 oF (-40 oC) dew point, with oil free air and very fine filtration to keep out particulate. Methods to achieve this include:
Absorption-type compressed air dryers located in the compressor room (centralized air treatment).
Point-of-use air dryers may be of either desiccant (adsorption) or membrane-type technology.
Coalescing filters remove solid particulates and total oil (aerosol + vapor).
Activated carbon filters remove oil vapors.
De-centralized filtration may be needed in addition to the centralized filtration system.
Engineered nozzles and air knives are used to blow off on a product or packaging while conserving compressed air use by using the Coandă effect to entrain surrounding air along with the compressed air. These products create high velocity, flow and energy air stream. The applications for these compressed air products include:
Blow off water after washing a product prior to packaging
Bottling operations to blow off water, especially under “caps” to avoid subsequent problem in potential corrosion issues
Blow off excess sugar from muffins prior to oven to avoid burnt product
Cool a product prior to packaging to increase line speed and shorten conveyor length
The Nex Flow Ring Vac compressed air operated conveyor (available in stainless steel and anodized aluminum) are ideal use in food industries. These systems are pneumatic conveying units with no moving parts. They are used to convey solid material at high rates and over long distances, such as:
Convey bottle caps into a hopper for the bottling line. Rather than manually loading caps from smaller boxes, larger containers, which are less costly may be used and then the Ring Vac can be utilized to transfer the caps into the hopper.
Convey solid food items in food blending operations. One specific application was at a company in SE Asia mixing powders for producing a special food spice. Stainless steel Ring Vacs were welding in line and used to transfer various spices from one place into a mixing tank.
Non-Contact Application Solutions
Non-contact application of compressed air in food production includes expelling air into the atmosphere near food preparation, packaging, storing, or conveying. Blow off is used to clean the packaging prior to filling but if there is a time delay after cleaning, there is a greater risk for contamination including oil, moisture, bacteria, and particulates landing on the product or the container. About 50% of compressed air use in food production facilities will have no contact with food products or packaging, so lower cost methods that treat compressed are acceptable. These solutions include:
Refrigerated compressed air dryers
Desiccant air dryers
Coalescing filters are required to remove solid particles and oil (aerosol and vapor) to the same levels required for contact applications
Activated carbon filters can be used to remove oil vapors
Centralized or decentralized filtration depending on the food production facility.
General Solutions for Food Production
This is an incomplete list of possible solutions to meet air quality standards in food production environments:
Guidelines set out by ISO 8573.1:2010, British Retail Consortium (BRC), and British Compressed Air Society (BCAS) specify that air quality should be tested and verified twice per year or per the manufacturer’s recommendations.
Monitor equipment for particles, moisture, and oil contaminants
Install and use oil free compressors and use equipment that is most efficient in your plant
Use only stainless steel or aluminum pipes, which do not corrode
Reduce relative humidity in the factory
Use refrigerated air to remove water, then heat the air to room temperature so that the resulting air is low in humidity and bacterial growth
NOTE: When attached to an oiled pipe – the regulations do not state that the air needs to be tested.
Once the food surface is cleaned, it must be blown with compressed air to ensure no particles are on it.
Refer to ISO 8573 Class 1 or 2 requirements for more information. There is no single solution for all factories when considering the dew point and moisture air management. Dew points of the air at line pressure must be under minus 15 oF (-26 oC) to inhibit growth of microorganisms and fungi.
NOTE: The dew point is the temperature at which air is so saturated with water vapor that when further cooled – the vapor will condense into water droplets (dew).
When using compressed air to blow out bottles prior to inserting liquids for consumption, the most stringent air standards is not necessary because of the expense or the difficulty to regularly test the air quality. In this situation, it is recommended a point of use filter is installed since 1% of the factory uses very high-quality air for specific applications. The rest of the factory does not need high quality air. A point-of-use filter is the cheapest and most efficient solution for greater production.
Assessing the food production system’s controls is a customized activity. Keep in mind that compressed air systems are not static. They are dynamic systems because parts breakdown or malfunction, which requires maintenance. Air quality testing is critical to sanitation in the food industry. Although standards are not completely in place, the desire to protect consumers is enough to establish regular air testing. Before starting an air quality testing program, determine the following:
Schedule routine testing for OSHA, FDA, and Current Good Manufacturing Practices (cGMP) verification and compliance at each facility
Determine the particulate control level required for your environment: size and count.
Determine the air testing equipment required with sampling media
Know the type of oil present in the factory so the type of tube required for testing can be determined.
The testing programs should produce valid, repeatable testing results that reinforce the site’s air quality. Sampling strategies must ensure that air provided to all food production areas has consistent quality. Sampling options include:
Determine the percentage of sampling points to be tested over time: 25%, 50%, or 100%
Consider taking three samples: close to the compressor, midway through the process, and far away from purification as possible.
Sample before and after the filter is changed. Data collected after 3 to 4 filter changes is useful for determining trend analysis.Monitoring of air quality can be done by either testing all critical points of application or randomly testing a representative portion. Although testing all critical points is expensive, it is the most accurate. Contamination can occur at any specific location without affecting other areas in the same plant. Results could later show that the one area not tested was contaminated. Additional testing should be performed after maintenance work is performed on the compressed air system. When maintenance is performed, a sample of air outlets shall be tested to ensure that the quality of the compressed air meets the relevant Purity Classes.
The following is a list of some types of air quality tests:
Laser particle counter
Filter collection with microscopy
Solid Particle content by Mass concentration per ISO 8573-8:2004
When collecting samples, ensure that the collection process does not introduce contaminants. Make sure that the sampling equipment is short, straight and made of stainless steel. Any dead ends or bends in the sampling equipment may cause bacterial growth if not cleaned adequately. Straight sampling equipment is important because it will prevent trapping particles before they are sampled.
After the test results are received, ensure that the results fall within the acceptable thresholds by the standards listed in Table 1. Ensure that the controls you have in place are maintained by routine air quality testing. If the tests results show contamination in the plant, then either reassess the limits that were set to see if they were inappropriate for the application or add controls to the existing compressed air equipment. Additional controls could include additional filters or a refrigerant dryer where there are none. Although testing could be expensive, it is the best safeguard against damage or harm.
An air wipe is a blow off product used to dry, cool, and clean an extruded product or any other piece that is fed through the unit. The Nex Flow® Ring Blade® air wipe is compressed air operated and designed such that the compressed air exits the unit over a series of Coanda angles, which entrain a large amount of atmospheric air that mixes with the exiting compressed air, thereby amplifying the air flow at a high velocity to blow off liquid and dirt from the surface of the part being fed through the unit. The Coanda effect essentially converts what is normally lost as pressure drop into flow. This also reduces exhaust noise dramatically. Air wipes normally come in “split mode” which means they actually consists of two pieces held together by some means but perfectly matched so each section covers 180 degrees for blow off. Together they form a 360 degree blow off system. The air is typically directed at an angle to be able to shear off the liquid or other material on the surface of the parts to be cleaned. The Ring Blade® air wipe has the air exiting at a 30 degree angle to the direction of flow of the part that is fed through the system. This gives it the most ideal shearing angle to clean and dry. The part being fed through does not have to be perfectly smooth nor even cylindrical – it can be quite a complex shape (which is true with automotive EPDM profiles for example) and still be dried very well as long as the air hits the surface.
Some common uses for drying extruded items include:
Wire
Cable
Window Profiles
Automotive EPDM trim
Rope
Other uses are for cleaning tooling manufactured that is fed through the device to be cleaned and dried, and steel pipe being manufactured and fed through the system – basically anything that would fit through the unit.
One rule that is important is to have the part that is fed through the air wipe to be as close to the wall of the system as much as possible without touching the wall. Ring Blade® units for example come in various standard sizes with an inside diameter of ½”, 1”, 2”, 3”, 4”, 5”, 6”, 7”, 9” and 11”. Special sizes such as 1-1/2” have been produced as well. The further the piece is from the insides wall of the air wipe, the lower the force. So if the part to be dried is – for example – a 1-3/4” X 1-1/2”rectangular shape you would feed it through a 2” Ring Blade® air wipe and not through a 6” unit. Also, it would make sense to keep the unit as small as possible as air consumption goes up with the increase in size. Having said that, if the product is moving slowly through the system, you can often go a size larger. If going at high speeds however, you generally need to have the walls closer to the piece being cleaned or dried.
One way to deal with very fast speeds through the Ring Blade® air wipe is to open the air gap with an extra shim that maintains the air exit size. This can also make it possible to clean and dry small sizes through a larger internal diameter systems. However, this does increase compressed air consumption. For very high speeds it is preferable to have a second unit downstream the first one for secondary application. It should be downstream far enough so the he air from one unit does not interfere with the air flow of the second.
A question sometimes comes up is whether an air wipe can be held hand. It would most likely be very difficult to hold by hand larger diameters but for smaller ones this can be done. For example, if there are many pieces that can fit through an air wipe, but for some reason are not able to be fed through a system, then these pieces can be placed vertically on a table (or floor) and the air wipe passed over and down through these pieces to dry and clean. The blow off force will be such that you need a good grip when using it this way, but not impossible to do so. Some items which need cleaning or drying, that are now cleaned or dried with air guns might be suitably shaped where an air wipe can be used to do the job faster and easier. This is because an air gun does not give the coverage and therefore the person handling the unit has to do a great deal more movement. If the shape can be put through the system, it can be used manually. However, if there are enough parts, it is usually more economical to set up a feeding system.
The Nex Flow® Ring Blade® air wipe is very similar to the Nex Flow®Standard Air Blade® air knife. In the Standard Air Blade® air knife the compressed air exits a gap in the air knife and goes over a series of Coanda angles that bend the air and entrain the surrounding atmospheric air to amplify the air flow. The air wipe is basically this same design curved and then altered so that the 360 degree flow exits at a 30 degree angle to have the high velocity air produced converge at some point away from the unit. This provides an ideal shearing force against any part that enters the air wipe so get into crevices and corners of odd shaped parts to be able to clean, dry and cool. Special systems have been made as one piece systems and even at special shearing angles per customer requests and special applications. However, the normal units are supplied as two 180 degree pieces joined together by hinged units to easily “open” them. The reason is that most applications are from extruded parts. Some of these extruded parts such as EPDM rubber profiles on startup form a big bubble that is larger than the normal dimensions. This allows the air wipe to be “opened” to feed the bubble through as the extrusion proves begins. Similarly it is in two pieces to address knot in wire drawing and other possible applications where such bubbles or material buildup needs to be dealt with, without cutting into a continuous extruded line.
While Nex Flow®manufactures units up to quite a large diameter (11”), to go any larger can be a manufacturing challenge. But, as the diameter or shape that needs to be addressed becomes larger, it can often be easily addressed with a ring of Air Blade® air knives instead because the larger the part, even a round shape like a pipe approaches that of a relatively flat but curved surface. This is why air knives can just as easily address those large parts. But when the part is smaller, (and generally moving at very high speeds as well), the air wipes can do a much better job of drying, cleaning and cooling.
Air wipes are quiet, have low air consumption, have uniform airflow across the entire diameter, have no moving parts, use no electricity, compact and easy to install. They are non-contact drying/cleaning devices.
The material of construction can be important. The Nex Flow® Ring Blade® air wipe comes in three standard material constructions: aluminum body with a stainless steel shim set to maintain the air exit gap, brass fittings and a strengthened rubber hose to connect the two haves for one air inlet (sizes larger than 7” diameter do not have a connecting hose and air must be fed separately into each half section). This construction is suitable for most applications in regular factory environments and when subjected to temperatures below 150 degrees F or 66 degrees C.
When dealing with higher temperatures up to 400 degrees F (204 degrees C), the rubber connecting hose is replaced with a stainless steel connecting hose.
If subjecting the air wipe to a corrosive and/or a high temperature environment up to 800 degrees F (427 degrees C), the body is made of 316L stainless steel, with 316L stainless steel shims, and 316 stainless steel hose and fittings.
One final note is that the compressed air supplied to the product should be clean and dry. A minimum of 10 micron filtration is recommended for water removal from the compressed air lines and if oil can be an issue, an oil removal filter of around 0.3 micron filtration is recommended. Should the compressed air lines have significant issues of compressed air cleanliness, some options are the Nex Flow® filter or the Super Separator. These quality filtration products operate with no replaceable cartridges and can address such air cleanliness problems.
When choosing a compressed air operated air wipe, recognize the need to keeping the internal diameter of the unit close to the part being fed through the unit, consider the speed of the material being fed through the device, and determine the material needed for the environment in which the unit is being subjected. Plus assure that the supply air is clean with an adequately large airline size to avoid pressure drop. In this way you will have a trouble free, near zero maintenance device to dry, clean and cool the product being put through the system.
Compressed air can be costly – so it is important to keep waste at a minimum while taking advantage of the benefits compressed air offers.
A good practice is to measure and monitor your compressed air system, flow rates, operating air pressure and energy consumption. Small adjustments where applicable can reduce your operating costs while improving flow rates and output. Here are 10 things that you can do now to optimize your systems and reduce energy costs!
1.When Not In Use, Turn Off the Compressed Air.
There are 168 hours in a week, but most compressed air systems only run at or near full capacity between 60-100 hours. So depending on your plant’s shift work pattern, you may consider turning off your compressors in the evenings and on weekends. This could reduce your energy bills up to 20 percent! One of the advantages of compressed air is that the energy can be used “on demand” so you can use it only when you need and not when you don’t. For example, if you are using compressed air for any blow off, drying or cooling application and the part being addressed is intermittent, you can install a sensor, PLC or timer and a solenoid valve to turn the compressor on and off as needed. Depending on how intermittently the air is needed, savings can easily add up from anywhere between 5% and 20%. This is an advantage of compressed air that is often overlooked – so when using compressed air, or considering its use against other options, don’t forget to keep the actual cycle time in mind because this can have dramatic impact on the actual costs. You cannot have this instant “demand” with most other options.
2.Find and Fix Existing Leaks in the System.
An air leak that is ¼” can cost you more than $2,500 a year. Imagine a series of smaller leaks that can potentially add up to sizes larger than ¼”. Pipe systems that are older than five years may have leaks of up to 25 percent of produced capacity if left unchecked and unrepaired. It takes energy to generate compressed air, so any air that leaks is essentially money wasted. Yet – air leaks tend to be largely ignored because you cannot “see it”. But if you have a water leak it is readily visible and often quickly addressed. Yet the cost of a compressed air leak can be much higher. Approximately 80 percent of air leaks are not audible so one means to detect (and then repair) leaks is to regularly check for leaks using a quality Ultrasonic Leak Detector. Many air leaks are from piping (especially at pipe joints), and from poor, inexpensive or worn out fittings, from valve assemblies and even from stuck auto drains used on filters. To minimize these problems, sometimes third-party is contracted to come into an operation to detect these leaks, assess their cost and the factory can then facilitate appropriate repairs or part replacements as necessary.
3.Prevention of New Leaks.
Benjamin Franklin once said, “An ounce of prevention is worth a pound of cure.” Check your piping system for its quality. A clean, dry pipe system indicates good quality compressed air and no corrosion issues. Dust in the pipe is caused by particles in the compressed air. If the air is not properly filtered, or if inlet filters are clogged, pressure drops will occur and the risk of end product contamination will increase. Sludge in the pipe is very bad news and should be addressed immediately. Dust and sludge in a compressed air piping system will cause corrosion very quickly and will greatly increase the number of leaks. Properly dried and filtered air keeps your pipe system clean and minimizes the occurrence of leaks. Be proactive in regularly checking for leaks in filters, fittings, valves, and connectors. Old quick disconnects are notorious for leaks. Use quality units and replace worn out units.
4.Reduce System Pressure if Possible. Run at required pressures – not more, for Each Application.
Every two PSIG reduction in compressed air pressure from the air compressor reduces energy consumption by one percent. When a system has issues there is a tendency to increase the supply pressure to compensate. Leaks cause pressure reduction downstream so resist the urge to turn up the pressure to compensate for leaks. Pressure drop is also caused by undersized piping delivering the compressed air to specific applications or by undersized fittings, and connections or from clogged filters. It is better to address the actual cause or causes of the pressure drop rather than simply increasing the supply pressure. A central supply side controller can reduce the operational pressure band and control air production more efficiently and effectively. Pressure regulators with gauges at appropriate locations can set the optimal pressure level needed for the particular application to minimize compressed air use and also indicate when access pressure drops occur.
5.Check Condensate Drains. Are your condensate drains stuck on open?
Condensate drains on timers are common items and there is a perception that they do not waste a great deal of compressed air. They should be adjusted periodically to ensure that they open as intended and that they do not get stuck in an open position. Concerning the perception that timer drains waste only a small amount of compressed air, it may be true in a small operation. However, if you have more than a few such units, that small cost can add up to a significant amount. It is better to replace timer drains with zero-loss drains to stop wasting compressed air. Such drains used to be expensive but have come down in cost significantly over the years and are now much more economical to use.
6.Review Your Piping Infrastructure to Optimize.
A piping system design should optimize transfer of compressed air at the desired flow and pressure to the point of use. Increasing the size of a pipe from two to three inches can reduce pressure drop up to 50 percent. Shortening the distance air has to travel can further reduce pressure drops by about 20-40 percent. Factory operations change over time. Machines are moved, added, or replaced. A look at the system pipe size and layout to determine how much compressed air is used in each section can provide an idea of whether the pipe is at the optimum size for current use. The more flow through a pipe the greater the pressure drop. The drop also increases with the square of the increase in flow, which means, if you double the flow, the pressure drop will increase four times. Air distribution piping diameter should be large enough to minimize pressure drop. If the piping is too small, it should either be replaced or a parallel line should be installed. Either option can address the issue.
7.Change Filters Systematically. Not only when they become so clogged that you must change or service them.
Inspect and replace or service filters systematically to ensure the quality of your air and prevent pressure drops. Over time, filters with replaceable cartridges will build up particulate on the cartridge and this increases pressure drop. In some cases indicators are available (pressure gauges before and after the filter also do this) to indicate the pressure drop across the unit. This goes beyond just the air compressor and the compressor room. All air-line and point-of-use filters within the facility should be checked and a regular cartridge replacement or filter cleaning schedule should be put in place depending on the type of filters. Those are just as important to maintain as the air compressor and air compressor room filters.
8.Utilize the Heat of Compression. Compressing air generates heat – Use it!
When compressing air it gives off heat, a lot of heat. As much as 90 percent of that heat can be recovered for use in your factory operations with heat exchanger technology. This wasted heat can be used to produce hot water for washrooms or to warm up and direct warmed air into a workspace, warehouse, loading dock, or entryway. The savings can be significant. This alone can justify using compressed air over other power sources if this waste heat has a useful purpose.
9.Follow Your Compressor Maintenance Schedule. Ignoring maintenance costs more.
You would not ignore a scheduled oil change on your car. The same reasoning applies here. As with most industrial machinery, in fact any machinery, a compressor runs more efficiently when properly maintained. Proper compressor maintenance cuts energy costs around one percent and helps prevent breakdowns that result in downtime and lost production. Maintain oil change schedules and other timely scheduled maintenance on your compressors. If you have several compressors consult your air compressor supplier on the most efficient way to have them set up to run and review the types of compressors best suitable for your current applications.
10.Use Directed Compressed Air More Effectively.
.About 70% of compressed air products (after leaks) is used for blow off and cooling. Inappropriate applications includes any application that can be done more effectively or more efficiently by other means than using compressed air such as blowers. That being said, however, compressed air is often used because of the velocity or force necessary for certain application that blowers cannot provide. At other times the cooling effect is desired where other options cannot do for any number of reasons, some being available space or lack of local support for another technology. Rather than demonize the use of compressed air, it can be applied very efficiently for blow off, drying and cleaning by using engineered parts like air nozzles, and other air “amplifiers” both annular type and linear or “air knife” versions that converts energy normally lost as pressure drop and noise into high velocity and high volume flow. This type of technology can reduce compressed air costs at point of use anywhere from 10% to 90% while maintaining production rate output and quality, something which is sometimes sacrificed when attempting to replace compressed air. Therefore it is wise to thoroughly consider the benefits and drawbacks of your options before making a decision.
So that’s 10 ways you can reduce and save up on compressed air use and energy for your plant. Don’t forget to think of the benefits and drawbacks when choosing a product for your specific application and be creative! Even heat that is normally considered a waste product can be utilized to save operation costs!
There are two types of Air Amplifiers – Air Pressure Amplifiers and Air Volume Amplifiers. This article talks about volume amplifiers, which harness the energy from a small parcel of compressed air to produce high velocity and volume, low pressure air flow as the output. It can amplify the volume up to 17 times the air consumed.
The volume amplifier uses an aerodynamic effect called “the Coandă effect”. One example of this effect is seen on the Coandăangles on airplane’s wing that can cause the airplane to lift. In an airflow amplifier, the force is directed outward to cool or dry a surface. Pressure normally lost as noise and is converted into amplified and high velocity laminar flow.
Compressed air stream flows through an air inlet, clinging to the “Coandă” profile inside. The compressed air is throttled through a small ring nozzle at high velocity and guided towards the outlet. This results in a low-pressure area at the center, inducing a high volume of surrounding air flow to the airstream. Airflow is further amplified downstream by entraining additional air from the surroundings at the exit. This adds further volume and flow to the primary airstream via a similar method. The combined flow of primary and surrounding air exhausts from the Air Amplifier is a high volume, high velocity flow.
The jets of air in the amplifierscreate a high velocity flow across the entire cross-sectional area, which pulls in large amounts surrounding air, resulting in the amplified outlet flow.
Note: Air Amplification Ratio is the ratio of the air flow in standard cubic feet/minute (SCFM) or standard liters per minute (SLPM) at the exit point divided by compressed air consumption with the same unit. This ratio can vary with inlet pressure and temperature as well as the density of the inlet air, so the figure provided is a weighted average. The ratio may be reduced if any back pressure is put on the amplifier exit or suction end by attaching a hose, pipe or tubing
There is a balanced between amplified air flow and air velocity. Any air amplification ratio higher than 17 will slow the velocity so much that the blow off force becomes ineffective and the cooling effect lost.
NOTE: It is recommended to regulate the compressed air supply so the very least amount of air necessary is used. Install a solenoid valve on the compressed air supply side to turn the air off when the air amplifier is not in service.
Air Jet
Air Jets are either annular like Air Amplifiersor in a flat design (air edger). Due to their size and “Coanda profile”, annular Air Jets provide a greater concentrated force using amplified air. This makes them ideal for applications like part ejection. Nex Flow Flat air jets or Flat Jet Nozzles are a compressed air operated chamber of shorter length than an air knife with a higher force and flow design. The internal chamber and outside shape are designed to minimize pressure drop and convert this into flow and force.
Flat Air Jet Nozzle (Air Edger®) is used when a much stronger forced air is required than an air knife can provide. The flat jet nozzle can be mounted on manifolds of different lengths (holding 2, 4, or 6 units typically and more). Like an air knife – shims can be added to produce higher force. Due to the chamber design that is quite different from an air knife – a greater range of shims can be added to the flat nozzle allowing it to produce much higher air force than an air knife is able to provide. The Air Edger® Flat Jet is available with various size “gaps” all set with a flat stainless steel shim. Three standard shim sizes are available – .004” (.10 mm), .008” (.2mm) and .020” (.51 mm). Shims can be “stacked” for a larger gap and greater force up to a maximum gap of .024” (61 mm).
Air Knife
An air knife is positive pressurized air chamber that contains a series of holes or continuous slot through which a predetermined air volume and velocity exits. The air is blasted through the air chamber using an air compressor or industrial blower. The air knife is typically made from either aluminum or stainless steel of various lengths but can be made of other materials as well.
Note: Electrical currents from anti-static bars can also be injected into the air knife air stream to neutralize the static electricity charge on some surfaces.
Things to consider when choosing an air knife includes:
Force required
Material: typically aluminum, stainless steel, and special plastics
Required Length or distance from the compressed air source to the target.
Installation Cost
Noise
Air Consumption
Applications of Amplifier, Jets and Knives
Air Amplifier
There are many different applications for air amplifiers to completely list – but main applications include blow off, cooling, and ventilation:
Blow off:
Purging tanks
Used in ventilation of fumes, smoke, lightweight materials from automobiles, welding, truck repair, plating or holding tank or other confined spaces.
Circulate and blow off air
Cool hot parts: Cooling dies and molds
Dry wet parts
Clean machined parts:
Vacuum device to clean machined parts and confined places: dust collection, remove metal chips and scrap, collect and move dust (grain operations)
Clean a conveyor belt or web
Convey:
Used to convey small parts, pellets, powders, and dust.
Exhaust tank fumes; Used to remove fumes quickly and efficiently for venting applications. The fumes can be ducted away, up to 50 feet (15.24 m), and the amount of suction and flow is easily controlled.
Moves air 12 to 20-fold in duct applications and up to 60 times in areas with no ducts.
Component removal, valve gates, and automated equipment for ejection molding systems
Distribute heat in molds/ovens
Sort objects by weight
Used as tools in production lines, wood working, aerospace, construction, dentistry, heath care and hospitals
Used in assembly, chemical processing, robotic cells, and chemical processing
Increasing existing plant air pressures
Used in medical, food, and pharmaceutical installations
Used in Pneumonic cylinders: Enhances efficiency of pneumonic tools and machinery
Bottle molding applications
To enhance the “WOW!” factor of amusement rides in certain thrill rides; such as roller coasters
Coat a surface with atomized mist of liquid
Activating adhesives and heating-shrinking: High air amplification puts much more airflow through the heater coils than would be possible with an ordinary fan or blower. The hot airstream can be felt over 10′ (3m) away!
High temperature /corrosive (up to temperature of 700 F (371 C)
1 1/4” (32 mm)
Cooling
Moving hot air for uniform heating in ovens or furnaces
Exhaust
Circulate air, move smoke, fumes, and light material
Clean and dry parts
2” (51 mm)
4” (102 mm)
Circulate air, move smoke, fumes, and light material
Clean and dry parts
Venting or cooling
Available 0.002 and 0.003” shims can be added
Gap setting from 0.001” to 0.004” to control the output flow and force required.
Material
Application
Plastic
Cooling
Moving hot air for uniform heating in ovens or furnaces
Exhaust
Circulate air, move smoke, fumes, and light material
Clean and dry parts
Aluminum
High temperature/corrosive
Stainless steel
High temperature/corrosive (up to temperature of 700 F (371 C)
Medical, food, and pharma installations
Blow off, cooling, or venting
Special plastic versions are used to cool materials in an electrical power grid where metals can not be used. Alternative materials can be machined to be used as an air amplifier unit in corrosive environments where stainless steel is not sufficient.
Nex Flow manufactures special Air Amplifiers to your specification including special flanged mounting style or with a PTFE plug to avoid sticky material build up.
Benefits to Using Air Amplifiers: For air amplifiers, the outlet flow remains balanced and minimizes wind shear, sound levels are typically three times lower than other types of air movers. Both the vacuum and discharge end of the Air amplifier can be ducted, making them ideal for drawing fresh air from another location or moving smoke and fumes away. They are ideal for increasing existing plant air volume for blowing or cooling and for venting.
Compact, lightweight, portable
No electricity
No moving parts – no maintenance
Ends are easily ducted
Instant on/off
Longer life in difficult environments than competitive models.
Lower compressed air consumption than ejectors and venturi.
Maintenance free with output easily controlled, safe to use.
Air Jet
Flat jet air nozzles are used for a concentrated and targeted application of air and other gases. They are used to provide a powerful stream of high velocity laminar flow and high force for blow off and cooling applications where air knives are not sufficient.
Annular Air Jets entrain large volumes of surrounding air through the Jet (like Air Amplifiers) and are more efficient flow amplifiers than Air Nozzles. They cover a larger blow off target than a Nozzle and are ideal for part ejection. An air nozzle provides a point force, while the Air Jet acts more like a “hand” and covers a larger area in blow off coverage. This can be an advantage in part ejection where two nozzles are normally required to “direct” the ejected part while only one jet is needed. This can dramatically reduce energy required as well as have a lower footprint on themachine.
Applications of an air jet:
Part cleaning
Chip removal
Part drying
Part ejection
Air assist
For moving heavier material that requires extra force to move.
Benefits to using an Air Jet: Air consumption and noise levels are minimized with its special design and configuration while providing a strong blow off force.
Reduced compressed air cost
10 dBA average noise reduction
Conserve compressed air
Compact
Improved safety
Meets OSHA noise level requirements
Improved production
Air Knife
An air knife is used to create an air curtain to clean, dry, or cool a surface of a product without mechanical contact. In most cases, the air knives are stationary while the products that are cleaned or cooled are traveling on conveyors. In other manufacturing applications, the air knife moves or rotates over the surface of the stationary product. In rare circumstances, an air knife can be used to cut products. One such example in the food industry is by using an air knife to cut into cake frosting.
The following is a comprehensive list of air knife applications using compressed air:
An air knife is used to blow off a curved or flat surface of unwanted liquid (such as water), grime, airborne debris, dirt, or dust from surfaces or objects using a high-intensity, uniform sheet of amplified airflow.
Air knives are a good cooling tool.
They are also used to control the thickness of liquids
Used in food, pharmaceutical, packaging, automotive, mining, heavy industries (steel and aluminum), and circuit board manufacturing, and printing
Used the first step in recycling to separate lighter particles from other components.
Used in post manufacturing of parts for drying, conveyor component cleaning, and to draw in waste fumes or exhaust.
Create an invisible air barrier to separate heated or cooled environments from one another in industrial applications such as continuous metal heat treating ovens, cold process or storage areas in food processing or dust containment for the entrance to clean rooms.
Removal of excess oils, liquids, and dust from flat and curved surfaces
Part Drying after wash
Conveyor cleaning
Component or Parts Cooling
Drying or Cleaning of Moving Webs
Environmental Separation (air barriers)
Blow off in pre-paint systems
Bag opening in filling applications
Scrap Removal in converting operations
Benefits to Using compressed air – air knife:Compressed air operated air knives are more compact in design, easier to control, and far less noisy than blower operated units.
Quiet – 69 dBA for most applications
Uniform airflow across entire length
Minimal Air Consumption
High Force/Air Consumption Ratio
Variable force and flow
No moving parts – maintenance free
Easy mounting
Compact, rugged, easy to install
Stainless steel screws in all models
Standard Units 30:1 air amplification
X-Stream Units 40:1 air amplification
X-Steam Units can do the same job as competition at lower pressures
Materials Anodized Aluminum, Hard Anodized Aluminum, 303/304 stainless steel and 316L stainless steel
Stainless Steel shim
Special Lengths Available
Blower operated systems are advertised as being more energy efficient but that is not always the case. In intermittent blowing and lower pressure applications, compressed air knives can be as energy efficient as blower operated systems.
Compressed air operated air knives have smaller/more compact dimensions, more rugged, quieter, and do not have the costly maintenance compared with blowers, making compressed air operated systems the smart choice especially when space is a premium. A compressed air operated air knife provides significantly more force than a typical blower.
Air knives are ideal for liquid and dust blow off. Air knives provide clean, heated air; low operating noise (even without sound enclosures); and easy installation and operation.
Drawbacks to Using Compressed air – Air knife: Not good for heavier material that needs to be removed. In this case, choose an air jet.
Conclusion
Compressed air operated Air Amplifiers, Jets, and Knives are effective tools for your manufacturing environment. It is critical to know the requirements of your application to choose the correct product. Experts at Nex Flow are happy to assist you in choosing your compressed air solution for your manufacturing application.
“What does dBA mean when someone talks about noise levels?”
Compressed air exhaust produces noise whether from cylinders, solenoid valves, or from blow off nozzles. Air conditioning and cooling technology has become more advanced as individual, industrial, and manufacturing demands have increased at the same rate. The efficiency of a type of cooler is a primary concern, but so is the noise level. Different types of air conditioners emit different noise levels and are noisier as they age. It is important to understand how noise is measured and the strategies that can be used to reduce noise in your factory environment. This article describes Occupational Safety and Health Administration (OSHA), their recommended occupational noise limits, penalties for not complying, and products that are designed to reduce noise so that the factory environment can comply with OSHA recommendations.
What is Noise and How is it Measured?
Most of us live and work in loud environments. Without proper ear protection, this can lead to profound hearing loss, which affects the quality of life of us, our friends, and our family. Noise and vibration are both fluctuations in the pressure of air (or other media) which affect the human body. Vibrations that are detected by the human ear are classified as sound. We use the term ‘noise’ to indicate unwanted sound.
The logarithmic scale that measures sound and loudness is called a decibel.Sound energy travels in waves and is measured in frequency and amplitude. The intensity of the noise emitted from air conditioning units, for example, is the force of the sound wave (amplitude) and is measured in decibels (‘dB’). The decibel scalestarts 0, the softest sound a human can detect, and increases in multiples of 10 dB. Every increase of 3 dB represents a doubling of sound intensity or acoustic power. Table 1 lists the common sounds that are heard:
Table 1: Common Sounds
Sound
dBA
Breathing
10
Normal Speaking Voice
65
Rock concert
120
Dog Barking from 4 feet
95
Passenger car at 65 mph at 25 ft
77
Vacuum Cleaner
70
Noise levels is measured by a sound level meter using the decibel scale. The factors affecting the reading are:
The distance between the meter and the source of the measured sound
The direction the noise is facing relative to the meter
Is it an indoor or outdoor measurement? Outdoor sound will dissipate more than indoor noise, which reverberate.
For the sound measurement to be useful, the conditions under which the reading is taken and the distance from the source must be reported.
When purchasing a new air conditioner, the decibel noise level is printed on the specifications for indoor and outdoor units. If the decibel level is not on the specification, ask the installer to provide the measurement.
What is the difference between dB and dBA?
A dB(A) measurement has been adjusted to consider the varying sensitivity of the human ear to different frequencies of sound. Therefore, low and very high frequencies are given less weight than on the standard decibel scale. Many regulatory noise limits are specified in terms of dBA, based on the belief that dBA is better correlated with the relative risk of noise-induced hearing loss.
Compared with dB, A-weighted measurements underestimate the perceived loudness, annoyance factor, and stress-inducing capability of noises with low frequency components, especially at moderate and high volumes of noise. (Richard L St Pierre Jr and Daniel J Maguire, “The Impact of A-weighting Sound Pressure Level Measurements during the Evaluation of Noise Exposure” (paper presented at NOISE-CON, Baltimore, Maryland, July 12–14, 2004).)
db-C or the C-weighting scale is sometimes used for specifying peak or impact noise levels but there is generally not much of a difference between the two.
Occupational Safety and Health Administration (OSHA) Occupational Noise Exposure
Occupational Safety and Health Administration (OSHA) is an agency of the United States Department of Labour. Congress established the agency under the Occupational Safety and Health Act, which President Richard Nixon signed on December 29th, 1970.
OSHA sets legal limits on noise exposure in the workplace. These limits are based on the time a worker spends during a weighted average over an 8-hour day. With noise, OSHA’s permissible exposure limit (PEL) is 90 dBA for all workers for an 8-hour day. The OSHA standard uses a 5-dBA exchange rate.
The potential for a sound to damage hearing is proportional to its intensity, not its loudness. That is the reason why it is misleading to rely on our subjective perception of loudness as an indication of the risk to hearing.
Noise and vibration can harm workers when they occur at high levels or continue for a long time. The greater the sound pressure a sound has, the less time it takes for damage to occur to hearing. For example, an 85-dBA sound may take up to 8 hours to cause permanent damage, while a sound at 100 dBA can damage hearing after 30 minutes. Occupational exposure limits (OELs) for various noise levels are the maximum duration of exposure permitted. Table 2 lists decibel exposure time guidelines.
Table 2: Decibel Exposure Time Guidelines with Examples
Continuous dB
Examples
Permissible Exposed Time
85
Busy City Traffic
8 hours
88
4 hours
91
2 hours
94
Gas powered mower,
Hair dryer
1 hour
97
30 minutes
100
15 minutes
103
7.5 minutes
106
Tractor (105 dB)
< 4 minutes
109
< 2 minutes
112
< 1 minute
115
Leaf Blower, Rock Concert, Chainsaw
< 30 seconds
Table 3: illustrates the comparative noise level differences by 10 decibels
Noise Source
Decibel Level
Effect
Jet take-off (at 25 meters)
150
Eardrum rupture
Aircraft carrier deck
140
Military Jet Aircraft take-off from a carrier with afterburner (50 ft)
130
Painful. 32 times as loud as 70 dB
Steel mill auto horn at 1 m; live rock music
110
Average human pain threshold. 16 times as loud as 70 dB
Power lawn mower; Bell J-2A helicopter at 100 ft
100
8 times as loud as 70 dB. Serious damage possible in 8-hour exposure.
Motorcycle at 25 ft
90
4 times as loud as 70 dB. Likely damage in 8-hour exposure.
Dishwasher; Average factory, car wash at 20 ft; food blender
80
2 times as loud as 70 dB. Possible damage in 8-hour exposure.
TV audio
70
Upper 70s are annoying to some people
Conversation in a restaurant
60
Half as loud as 70 dB.
Conversation at home
50
One fourth as loud as 70 dB.
Library
40
One eight as loud as 70 dB.
Rural area
30
One sixteenth as loud as 70 dB
Whisper
20
Breathing
10
Barely audible
American Criteria
OSHA requires that workers exposed to an average of 90 decibels for eight hours wear hearing protection. Under the agency’s measurements, when the volume increases by 5 decibels, the nose doubles. As a result, the permissible exposure time is cut in half. If the levels reach 95 decibels, the maximum exposure without hearing protection is 4 hours.
The counsel for accreditation in occupational hearing conservation (CAOHC) has stricter guidelines. “Under the stricter guidelines, workers may not be exposed to 85 decibels for more than 8 hours a day without hearing protection. Several agencies have also concluded that the risk of hearing loss doubles with every 3 decibels increase, not 5.” (The New York Times, Retrieved on October 25, 2018)
Find out more about workplace safety and health topic with NIOSH here.
Canadian Criteria
The criterion level, often abbreviated as Lc, is the steady noise level permitted for a full eight-hour work shift. This is 85 dB(A) in most jurisdictions, but it is 90 dB(A) in Quebec and 87 dB(A) for organizations that follow the Canadian federal noise regulations.
The exchange rate is the amount by which the permitted sound level may increase if the exposure time is halved. The allowed maximum exposure time is calculated by using an exchange rate. As the sound level increases above the criterion level, Lc, the allowed exposure time must be decreased.
“In 2003, Directive 2003/10/EC of the European Parliament and of the Council on the minimum health and safety requirements regarding the exposure of workers to the risks arising from physical agents (noise) was adopted. This directive is to be transposed into the national legislation of all Member States before 15 February 2006 (132). The main characteristic of the new noise directive is to establish a clear and coherent prevention strategy capable of protecting the health and safety of workers exposed to noise.
Article 5(1) of the directive requires that, taking into account technical progress and the measures available to control the risk at source, ‘the risks arising from exposure to noise shall be eliminated at their source or reduced to a minimum’. In order to avoid irreversible damage to workers’ hearing, the directive foresees exposure limit values of 87 dB(A) and a peak sound pressure of 200 Pa, above which no worker may be exposed; the noise reaching the ear should, in fact, be kept below these exposure limit values. The directive also foresees upper and lower exposure action values of respectively 85 dB(A) (and 140 Pa) and 80 dB(A) (and 112 Pa), which determine when preventive measures are necessary to reduce the risks to workers. It is important to note that, when applying the exposure limit values, the determination of the worker’s effective exposure shall take account of the attenuation provided by the individual hearing protectors worn by the worker. The exposure action values shall not take account of the effect of any such protectors….
The directive also foresees detailed rules for the information and training of workers who are exposed to noise at work at or above the lower exposure action value.
Reinforced health surveillance is one of the main points of the directive: it confers, in particular, a right to the worker to have his/her hearing checked by a doctor or by another suitably qualified person under the responsibility of a doctor when the (132) Replacing Directive 86/188/EEC. 6.1. Noise in figures EUROPEAN AGENCY FOR SAFETY AND HEALTH AT WORK 99 upper exposure action values are exceeded. Preventive audiometric testing shall also be available for workers whose exposure exceeds the lower exposure action values, where the assessment and measurement of the noise exposure level indicate a risk to health.” (European Agency for Safety and Health at Work, Risk Observatory, Thematic Report 2, Noise in figures, Retrieved on October 25, 2018)
The new Noise Directive 2003/10/EC therefore reduces the exposure limit value from 90 dB(A), as set up in 1986 directive, to 87 dB(A), which represents clear progress.
Britain HSE allows users to calculate their daily doses of noise.
What are the Negative Effects of Noise?
Hearing loss can be categorized by which part of the auditory system is affected. There are 3 basic types of hearing loss: sensorineural, conductive and mixed
Sensorineural Hearing Loss – occurs when there is damage to the inner ear (cochlea) or hearing nerve in the brain.
Conductive Hearing Loss – occurs when sound is not conducted efficiently through the ear canal, eardrum or middle ear.
Mixed Hearing Loss – occurs when there is a combination of both sensorineural and conductive issues. In other words, both the middle ear and inner ear are affected.
Some causes of sensorineural hearing loss include:
Aging – gradual age-related hearing loss is called presbycusis
Excessive exposure to loud noise
Viral or bacterial infections
Certain Medications
Meniere’s Disease
Acoustic Neuroma a tumor which is located between the ear and the brain
Hereditary factors
Infection of the ear canal or middle ear
Fluid in the middle ear
Perforation or scarring of the eardrum
Wax build-up
Dislocation of the ossicles (three middle-ear bones)
Foreign objects in the ear canal
Otosclerosis
Unusual growths, tumors
Excessive exposure to loud noise can be caused by a one-time or by repeated exposure to loud sounds or sound pressure over an extended period. Sound pressure is measured in decibels (dB). If a sound reaches 85 dB or stronger, it can cause permanent damage to your hearing. With extended exposure, noises that reach a decibel level of 85 can cause permanent damage to the hair cells in the inner ear, leading to hearing loss. Damage happens to the microscopic hair cells found inside the cochlea. These cells respond to mechanical sound vibrations by sending an electrical signal to the auditory nerve. The healthy human ear can hear frequencies ranging from 20Hz to 20,000 Hz. The high frequency area of the cochlea is often damaged by loud sound. Exposure to high levels of noise can lead to:
Hearing loss;
Tinnitus (ringing in the ear);
Stress;
Anxiety;
High blood pressure;
Gastrointestinal problems; and
Chronic fatigue.
Worker’s Rights and Penalties
Workers have the right to:
Working conditions that do not pose a risk of serious harm.
Receive information and training (in a language and vocabulary the worker understands) about workplace hazards, methods to prevent them, and the OSHA standards that apply to their workplace.
Review records of work-related injuries and illnesses.
File a complaint asking OSHA to inspect their workplace if they believe there is a serious hazard or that their employer is not following OSHA’s rules. OSHA will keep all identities confidential.
Exercise their rights under the law without retaliation, including reporting an injury or raising health and safety concerns with their employer or OSHA. If a worker has been retaliated against for using their rights, they must file a complaint with OSHA as soon as possible, but no later than 30 days.
“Last year, US business paid more than $1.5 million in penalties for not protecting workers from noise.” “…an estimated 242 million is spent annual on worker’ compensation for hearing loss disability.” (www.osha.gov/SLTC/noisehearingconservation/, retrieved on October 18, 2018).
When health care facilities violate the regulations of the Occupational Safety and Health Act of 1970, the consequences the owners face can range from citations to jail time. Typically, the inspections are not planned. If a violation is found, the inspector will give the employer a deadline for fixing it and will issue a citation. OSHA schedules inspections based on several federal, regional, and local administrative priorities, but it also conducts inspections based on whistle-blower complaints and referrals.
If an OSHA violation is not corrected, OSHA will give a minimum fine of $5 000. OSHA can fine an employer up to $7,000 per day for not fixing a violation. The maximum fine for a repeated violation is $70,000. When a serious accident occurs, fines are certain or possible imprisonment.
Below are the penalty amounts adjusted for inflation as of Jan. 2, 2018. (OSHA Memo, 1/3/2018)
Type of Violation
Penalty
Serious Other-Than-Serious Posting Requirements
$12,934 per violation
Failure to Abate
$12,934 per day beyond the abatement date
Willful or Repeated
$129,336 per violation
State Plan States
States that operate their own Occupational Safety and Health Plans are required to adopt maximum penalty levels that are at least as effective as Federal OSHA’s.
For More Assistance
OSHA offers a variety of options for employers looking for compliance assistance including on-site consultation, education programs for employers and workers. Yo su can contact their regional or area office nearest to you for additional information.
Canadian Penalties
“The legislation holds employers responsible to protect employee health and safety. Enforcement is carried out by inspectors from the government department responsible for health and safety in each jurisdiction. In some serious cases, charges may also be laid by police or crown attorneys under Section 217.1 of the Canada Criminal Code (also known as “Bill C-45”). This section imposes a legal duty on employers and those who direct work to take reasonable measures to protect employees and public safety. If this duty is “wantonly” or recklessly disregarded and bodily harm or death results, an organization or individual could be charged with criminal negligence.” (OH&S Legislation in Canada – Basic Responsibilities, retrieved on October 25, 2018)
European Penalties
Penalties can include the following:
Fixed fines
On-the-spot fines
Remedial orders
Probation for companies and directors
“Might be used to underpin health and safety requirements – perhaps so-called ‘paperwork’ requirements: risk assessments, employee consultation arrangements, provisions for safety reps, compulsory insurance possibly, business registration, welfare provisions, and perhaps RIDDOR requirements.
If used in conjunction with improvement notices, fixed penalties might have the effect of helping to change duty-holder behaviour – since, in the absence of a new approach, prosecution is rare in these areas.
For use by enforcing authorities to relieve judicial system”
Alternative penalties including:
“Penalties used instead of, or in conjunction with, criminal prosecution for breaches of health and safety law serious enough to warrant consideration of criminal prosecution, and which, in addition to a punitive and deterrent purpose, might also have a restorative or restitutive element. At present, such penalties are either not available within the health and safety system or are not used.
Such alternatives to prosecution would need:
to fit the purpose of enforcement – that is, be effective in changing the behaviour of duty-holders and achieving improvements in health and safety outcomes, and
to satisfy the principles underpinning the Health and Safety Commission’s (HSC) Enforcement Policy: proportionality, targeting, consistency and transparency.”
Here at Nex Flow, we take noise levels into consideration very seriously because we understand that reducing noise levels from very loud and damaging compressed air equipment is important. Compressed air technology is used for cooling or blow off applications. Properly engineered air nozzles and air amplifiers can reduce noise levels by 10 dBA and air knives can operate under 70 dBA for blow off applications.
Where compressed air is exhausted from exit ports, mufflers may be added to reduce noise levels. The mufflers that perform optimally are ones with a Coandă profile used to entrain surrounding air along with the compressed air released, which converts pressure to flow. The conversion accomplishes three things: noise levels fall dramatically, energy consumption is reduced, and a laminar flow is maintained at a greater distance than from an open pipe, tube or hole so the nozzle or other blow off device is effective at a much greater distance.
Sound level is proportional to the velocity of the compressed air flow exhausted by a factor to the power of 8. . Sound Level ∞ Velocity 8 After mufflers are installed, the velocity can be reduced, which minimizes noise levels and also saves energy.
Conserve energy by turning off the compressed air tool when not in demand. This will also reduce noise in the workplace and save money.
Noise controls should reduce hazardous exposure to sound so that risk of hearing loss is eliminated or minimized. Not only will hearing loss be avoided, but communication between workers will improve. Air conditioning noise is unavoidable but investing in a new unit or noise absorbing equipment can reduce the noise output. Vortex Tube operated Cabinet Enclosure Coolers (Panel Coolers) operate under 80 dBA but have optional sound reducing packages to reduce noise levels to under 65 dBA. The noise measurement is typically taken about 3 feet from the source.
Modify, maintain, or replace aging equipment. Older air conditioners can collect dirt and other blocking materials over time. Best practices clean the air filters regularly. Internal parts, such as bearings of a fan motor, should be cleaned by a qualified technician. Fan motor bearings can also be adjusted to reduce noise. Vortex Tube operated Cabinet Enclosure Coolers (Panel Coolers) do not have these issues and offer advantages of near zero maintenance over traditional air conditioners for electrical and electronic cabinet enclosure cooling. They can be used in factory environments and only when compressed air is available for their operation. Other advantages they offer is no CFC’s or HCFC’s, keeping control panels at a slight positive pressure to keep out dirty environmental air, and no condensate. They maintain noise level consistently for years if the compressed air supplied is kept properly filtered.
Relocate noise-producing equipment (e.g., freezers, refrigerators, incubators and centrifuges) away from workers. Provide acoustic treatment for ceilings and walls. Controlling noise exposure through distance is often an effective, yet simple and inexpensive administrative control.
Note: Doubling the distance between the source of noise and the worker, the noise is decreased by 6 dBA.
Lower ceiling height to prevent sound from traveling and bouncing off surfaces, therefore amplifying noise.
Treat the noise source or the transmission path to reduce the noise level at the worker’s ear. Examples of inexpensive, effective engineering controls include:
Use low-noise tools and machinery
Maintain and lubricate machinery and equipment (e.g., oil bearings).
Place a barrier between the noise source and employee (e.g., sound walls or curtains).
Enclose or isolate the noise source.
Operating noisy machines during shifts when fewer people are exposed.
Limiting the amount of time, a person spends at a noise source.
Providing quiet areas where workers can gain relief from hazardous noise sources (e.g., construct a soundproof room where workers’ hearing can recover – depending upon their individual noise level and duration of exposure, and time spent in the quiet area).
Restricting worker presence to a suitable distance away from noisy equipment.
Have workers use hearing protection devices such as earmuffs, plugs
Whenever worker noise exposure is equal to or greater than 85 dBA for an 8-hour exposure or in the construction industry when exposures exceed 90 dBA for an 8-hour exposure, the employer is responsible for implementing a hearing conservation program:
Identify which employees are at risk from hazardous levels of noise.
Informing workers at risk from hazardous levels of noise exposure of the results of their noise monitoring.
Providing affected workers or their authorized representatives with an opportunity to observe any noise measurements conducted.
Maintaining a worker audiometric testing program (hearing tests) which is a professional evaluation of the health effects of noise upon individual worker’s hearing.
Implementing comprehensive hearing protection follow-up procedures for workers who show a loss of hearing (standard threshold shift) after completing baseline (first) and yearly audiometric testing.
Proper selection of hearing protection based upon individual fit and manufacturer’s quality testing indicating the likely protection that they will provide to a properly trained wearer.
Evaluate the hearing protectors’ attenuation and effectiveness for the specific workplace noise.
Training and information that ensures the workers are aware of the hazard from excessive noise exposures and how to properly use the protective equipment that has been provided.
Data management of and worker access to records regarding monitoring and noise sampling.
How does Nex Flow products reduce noise levels?
Compressed air exhaust air is a source of noise and why noise reducing products, such as air nozzles, air knives and air amplifiers are used in factories. To protect workers from excessive and damaging noise levels, the excess noise can be reduced up to 10 dBA.
The X-Stream® Sound Level Meter is used to measure and monitor the sound level in all types of industrial environments. The handheld accurate meter, which has data collection, is used to identify noise problem areas that may be intermittent. It is used for compressed air exhaust noise measurement and identifies where costly and inefficient blow off can be replaced by energy efficient Nex Flow®blow off products.
Nex Flow manufactures specialized compressed air solutions that are easy to install and reliable. All products offer noise reduction in factories to enhance the safety of your environments. Nex Flow manufacturers high quality, economical, specialized compressed air solutions for blow, off, cooling, drying, and moving with representatives worldwide. Choosing Nex Flow means that you obtain the best customized solution, including full technical support. Our customer technical support provides blowing angle and direction tips during installation. All compressed air products have a five-year warranty against manufacturer’s defects.
The food industry is huge worldwide. In the USA alone, there are approximately 1,300 facilities employing about 112,000 people mainly for canning, freezing, and dehydrating fruits and vegetables. This segment represents approximately 7.5% of the dollar value of shipments of the entire U.S. food industry¹. In many fruit and vegetable processing plants, compressed air systems are used for air cleaning of containers prior to product filling, automated product sorting, and product packaging systems². (1,2 Eric Masanet and Ernst Worrell, Lawrence Berkeley National Laboratory, “The Energy Star for Industry Program”, Compressed Air Best Practices Magazine®, October 2006, page 14-15)
There are tens of thousands of facilities in other segments of the food industry using compressed air. Some, like bakeries, use this technology for blow-off applications. Other segments use them to clean containers before filling. Additionally, compressed air is also used to sort, cut, shape and convey food products.
Another applications are in form, fill and seal operations for cartons. Because these machines must be cleaned thoroughly and regularly to maintain sanitary standards, through washed-down pneumatic systems are preferred since hydraulic systems can have oil leak issues. Pneumatic also has much less downtime and maintenance needs than hydraulic systems.
Compressed air is very important in the food industry, both for food processing and in the packaging operations. The air must be contaminant free to ensure food quality and protection. There are standards in all developed countries to have a maximum micron content in filtration and also for dew point control. Dew points of the air at line pressure must be under minus 15 degrees oF (-26 degrees oC) to inhibit growth of microorganisms and fungi.
Some filtration companies, therefore, specializes in filters that meet particular standards of filtration necessary for various processes within food production facilities.
It is not only particulate but also oil which can be a concern. Where necessary, oil- free compressors are used to supply the compressed air.
CONTACT – NON CONTACT APPLICATIONS
Compressed air must be purified of contaminants before use in the food industry. The contaminants are water vapor and moisture, solid particulates (including spores) and oil aerosols and vapors.
Moisture can often be trapped in the piping system near the point-of-use in applications where compressed air comes into contact with food products. Microorganisms and fungus can grow inside the piping system and then be blown into food products or containers. Drying the air to a specified pressure dewpoint is the simple way to eliminate moisture in the system. The dew point specification can vary from +37 oF (+3 oC) or -40 oF (-40 oC). In some facilities, both of these specifications may be used depending upon whether compressed air has any possibility of coming into contact with food products.
Contact application is when the compressed air is used as part of the production and processing including packaging and transportation of food production or if compressed air comes into direct contact with actual food products. If this is the case, the compressed air needs to be purified to a higher standard than for non-contact applications usually to the -40 oF (-40 oC) dew point, with oil free air and very fine filtration to keep out particulate.
One way to accomplish this is with desiccant (adsorption) type compressed air dryers located in the compressor room (centralized air treatment). Each facility can determine if further point-of-use air dryers (de-centralized treatment) are needed. Point-of-use air dryers may be of either desiccant (adsorption) or membrane-type technology.
Another way to purify the compressed air is by using coalescing filters will remove solid particulates and total oil (aerosol + vapor). Activated carbon filters are usually required as well to remove oil vapors. As with the air dryers, de-centralized filtration may be needed in addition to the centralized filtration system.
Food plants are ideal applications for the use of engineered nozzles and air knives. These are used to blow off on a product and in packaging applications. These accessories conserve compressed air consumption by utilizing the Coanda effect to entrain surrounding atmospheric air along with the compressed air and create a high velocity, high flow, and a high energy stream of air. Some applications includes: – Blow off water after washing a product prior to packaging – Blow off excess sugar from muffins prior to oven to avoid burnt product – Cool a product prior to packaging to increase line speed and shorten conveyor length
This air “amplifying” technology not only reduces compressed air energy consumption it also reduces noise levels and have a dead end pressure under 30 PSIG to meet OSHA safety standards on open compressed air exhaust contact.
Non-Contact applications can be categorized into high risk or low risk. This is when the compressed air is exhausted into the local atmosphere of the food preparation, production, processing, packaging or storage.
Example of a high risk application is where compressed air is used in a blow-molding process to create a package –then product is put into the package at a later time. Many food processors have their own in-house production lines to create their own packaging. If there is a delay in the use of the packaging, oil, moisture, and particulates (notably bacteria) could be present if the compressed air is not pure enough. Hence the higher standard for cleanliness.
In low risk applications higher dew point may be acceptable using a centralized refrigerated type compressed air dryer. Additional point-of-use air dryers (de-centralized) may still be required. Significant portions (often over 50%) of compressed air in a facility will have absolutely no contact with food products or food-packaging machinery. In this case less costly methods for air treatment are acceptable. Refrigerated type compressed air dryers normally have significantly lower energy costs than desiccant air dryers. Coalescing filters are required to remove solid particulates and total oil (aerosol + vapor) to the same specification levels as in contact applications and activated carbon filters will be required as well to remove oil vapors. As with the air dryers, each facility can determine if de-centralized filtration is required in addition to centralized filtration.
An air knife is used to blow off a curved or flat surface of unwanted liquid (such as water), grime, airborne debris, dirt, or dust from surfaces or objects using a high-intensity, uniform sheet of amplified airflow. While a flat jet nozzle (flat nozzle, flat jet) is a compressed air operated chamber, which is of shorter length than an air knife and has a higher air force and flow design.
Air Knife
An air knife is positive pressurized air chamber that contains a series of holes or continuous slot through which a predetermined air volume and velocity exits. The air is blasted through the air chamber using an air compressor or industrial blower. The product is typically made from either aluminum or stainless steel of various lengths but can be made of other materials as well. It is used to create an air curtain to clean, dry, or cool a surface of a product without mechanical contact. Blower operated systems are advertised as being more energy efficient but that is not always the case. In intermittent blowing and lower pressure applications, the compressed air system can be as energy efficient as blower operated systems. Therefore – they are smaller, more compact in design, easier to control, rugged, quieter, and do not have the costly maintenance compared to blowers operated units. This makes compressed air operated systems the smarter choice especially when space is a premium. The compressed air system provides significantly more force than a typical blower. Often blower operated counterparts are supplemented by compressed air or other compressed air blow off because the blower system cannot accomplish the necessary drying, cleaning, or cooling necessary for industrial application.
NOTE: Electrical currents from anti-static bars can also be injected into the air stream to neutralize static electricity charges on some surfaces.
They are a good cooling tool; thus they are used to control the thickness of liquids; such as water or can be used as a hold-down force to help in the mechanical bonding of materials to a surface. They are used in food, pharmaceutical, packaging, automotive, mining, heavy industries (steel and aluminum), printing, and circuit board manufacturing. They are also used in the first step of recycling to separate lighter particles from other components. The product is also used in post manufacturing of parts for drying, conveyor component cleaning, and to draw in waste fumes or exhaust. They can create an invisible air barrier to separate heated or cooled environments from one another in industrial applications. For example, they are used with continuous metal heat treating ovens, cold process, storage areas in food processing, or dust containment for the entrance to clean rooms. In most cases, the air knives are stationary while the products to be cleaned or cooled are traveling on conveyors. In other manufacturing applications, the knife moves or rotates over the surface of the stationary product. Some rare circumstances, it can also be used for cutting (i.e. cutting into cake frosting during food production).
Flat Jet Nozzle (AKA. Flat Jet, Flat Nozzle)
Flat Jet Nozzle is used when a much stronger forced air is required than an air knife can provide. The flat jet nozzle can be mounted on manifolds of different lengths (holding 2, 4, or 6 units typically and more). The longer the knife, the less force of air is available. This is resolved by adding shims but there is a limit to the number of shims able to be added to the products (you can add up to four shims in one air knife). Due to the difference in chamber design, there is a greater range of shims that can be added to flat jet nozzles to produce much higher air force. The Comparison
What factors should I consider when choosing between an air knife or a flat jet nozzle?
Force
Material
Required Length
Installation Cost
Noise
Air Consumption
Damage Risk
Force
By design – the longer the air knife is, the lower the force per inch. This is because of the limited size and volume of the chamber and due to the limited number of air inlet holes. By default, however, the flat jet nozzle has twice the power. You can also stack a greater number of shims on the flat jet nozzle, which can increase the force up to three times that of an air knife, which allows more power and compressed air from the flat nozzle.
Material
Nex Flow compressed air operated air knives are available in gold-color anodized aluminum, hard anodized aluminum, 304 and 316L stainless steel. By request, the product can be made from High-density polyethylene (HDPE) and other special materials such as Polyvinylidene fluoride or polyvinylidene difluoride (PVDF).
– Hard anodized aluminum is best for most applications where abrasive materials come in contact and wears against the air knife. – 304 Stainless steel is useful in high temperature and corrosive environments. – 316Lis best for food and pharmaceutical applications. – HDPE and other special materials are used in environments where aluminum or stainless steel are not suitable.
Flat jet nozzles are available in powder coated cast zinc or 316L stainless steel. Zinc is a heavy element, and when alloyed with other metals, it provides better corrosion resistance, stability, dimensional strength and impact strength. It is the third most used non ferrous metal after aluminum and copper. – Flat jet nozzles in powder coated cast zinc are used in most manufacturing applications. – Stainless steel is an ideal corrosion-resistant material, but it will only withstand long-term exposure if the grade is appropriate for its environment. – 304 is an economical and practical choice for most environments, but it does not have the chloride resistance of 316. – 316 is more expensive but worth the cost when the manufacturing environment has high chloride and salt exposure. Stainless steel is the recommended material for shims and is used as a standard for all blow off products by Nex Flow since plastics shims will wear out quickly when using compressed air.
Required Length
Flat jet nozzles mounted on manifolds is a more flexible option since you can also use the manifolds to mount various air nozzles. They are available in 2” lengths (51 mm) and a 1” length will be available soon. Air knives are available in 13 standard lengths and customized sizes on request: – 2” (51mm) – 3” (76mm) – 6” (150 mm) – 9” (229 mm) – 12” (305 mm) – 15” (382 mm) – 18” (457mm) – 24” (610 mm) – 30”(761mm) – 36”(914mm) – 42”(1067mm) – 48”(1219 mm) – 54” (1372 mm)
Multiple flat jet nozzles will cost more to use and install than one or a couple of air knives placed end-to-end.
Noise
Air knives are generally quieter than flat jet nozzles but could vary depending on the number of shims added. Despite having multiple shims to make the gap larger – a “good” air knife will still have lower noise levels.
Air Consumption
Air knives have a lower compressed air consumption than drilled pipe or rows of open jets and nozzles. Depending on the set gap used in the air knives, overall air consumption will be anywhere between 10% – 90% less. This is something that can easily be calculated or you can also ask us to help!
Flat Jet nozzles, or any engineered compressed air nozzles, are designed to drastically reduce compressed air consumption. The flat jet nozzle consumes more air. They are used for large blow-offs, cooling, and parts ejection jobs, without wasting compressed air and noise in the manufacturing environment. It is also ideal for hand-held use and to mount on manifolds above conveyors in manufacturing plants.
Damage Risk
Air knives or flat jet nozzles used with compressed air will have a longer life in difficult environments than blower operated models. They have instant on-off, no electricity or explosion hazard. Many companies that produce both products offer no anodizing on their aluminum models nor powder coating on their flat jet nozzles. Nex Flow air knives and flat jets have a longer life and does not wear down as fast as most competitive units.
Air knives are maintenance free with easily controlled compressed air output and is safe to use. However, if it is damaged, the cost of replacing the product is more than replacing multiple jet nozzles.
Weighing the importance of these factors in any given manufacturing application will lead to the optimum combination of high blowing force, low energy consumption and low noise levels for the health and safety of your working environment.
Compressed air-operated air knives can be utilized as a barrier in some applications to prevent contaminants from one area from getting into another area. This is possible because of the laminar flow produced by the air knives. The small amount of compressed air in the air knife gap entrains the surrounding air on each side of that exit point. But that arrow sheet of air keeps the two sides separate.
One example is mounting an air knife over the door of the closed machine doing welding. Welding fumes are produced within the machine. The compressed air can be automatically started when the door is opened to remove the finished part. The air can flow down over the door opening, creating a barrier to prevent most fumes from exiting the machine. Yet the part can still be removed. Once the door is closed, the compressed air goes off. Minimal energy is used because it only operates when the door is open.
Nex Flow manufactures compressed air products for drying, cleaning, cooling, and moving and offers consultation and other specialty-related products to improve and optimize your compressed air systems.
Compressed air flow can be restricted because of improper pipe sizing, unnecessary restrictions in the line, air leaks and lack if cleanliness in the system.
Nex Flow Air Products Corp. specializes in the use of compressed air technology for cleaning, drying, blow off, cooling and moving with the goal of saving energy, and optimizing compressed air use efficiently and effectively. Also offer other specialized technologies related to compressed air use.
When utilizing a static bar with a compressed air operated air knife, the further you are away increases the time needed for static charge removal so you may need a stronger static bar if dwell time is inadequate (high speeds) or the static charge is very high.
Nex Flow Air Products Corp. specializes in the use of compressed air technology for cleaning, drying, blow off, cooling and moving with the goal of svaing energy, and optimizing compressed air use efficiently and effectively. Also offer other specialized technologies related to compressed air use.
Questions may be submitted on the any application you may have or planning in the use of compressed air.
Compressed air amplification products have small air exit “gaps” and if not properly filtered can get dirty and block airflow. But there is an easy way to clean.
No matter how well your compressed air supply is filtered, at some point in time, there will be particulate buildup in the blow-off product used and the most common blow-off products ignored for this are air knives and air amplifiers.
These products operate using an air gap where the compressed air exits over aerodynamically designed surfaces to entrain surrounding air and convert pressure lost as pressure drop and noise into useful airflow. Over time deposits can build up over these surfaces which can negatively affect the entrainment and reduce the output airflow efficiency. Carefully wiping these surfaces can be easily achieved but wiping with care to avoid damage to these surfaces.
However, the problem of particulate buildup can be inside the plenum chambers of the air amplifier or air knife. In this case, it is more complicated. This problem manifests in uneven flow from the air amplifier or knife. This is detrimental to the production process because the cleaning or drying (and even cooling) application for the particular product can be less effective with this uneven flow.
If left too long, the device may need to be removed from production, disassembled, and cleaned if too clogged with dirt and debris. However, when the problem manifests itself with the uneven flow, an easy method to clean is described in the video where you simply keep the air flowing, but at a lower pressure for safety, loosen the body and cap, and blow out the particulate, then retighten,
Nex Flow Air Products Corp. has representatives worldwide to assist you in compressed air blow off, cooling, drying, cleaning and conveying.
Galvanic corrosion occurs when two dissimilar metals come into contact. It is also necessary for there to be moisture, but it is rare to find an environment without moisture. I still remember visiting a factory and seeing a competitor’s Cabinet Enclosure Cooler (using vortex tube technology) with a big hole on the aluminum cover, obviously caused by some form of corrosion. While the unit was still functioning, this gaping hole made dirt buildup inside the system a definite probability of shortening the life of the unit which, if it used proper materials, or at least anodized the aluminum could last 20 years.
Air blow off products such as air knives, and amplifiers use (usually) aluminum or zinc. Air knives in particular are normally made of aluminum with steel, or stainless steel screws. The further apart the different metals that are matched together are, in terms of relative potentials, the greater the possibility of galvanic corrosion in a wet or humid environment. For example, stainless steel in contact with copper is less likely to be a risk than when it is in contact with aluminum or galvanized (zinc coated) steel. Seawater or salt laden moist air is more of a risk than contact with rain water or say water used for wash down in a factory. Vortex tube operated cabinet enclosure coolers are typically assembled using stainless steel vortex tubes since stainless is the most common material used for vortex tubes due to long life and durability. The surprise is that some manufacturers still, after many years, use aluminum for mufflers, sleeves and casings exposed to a potentially wet factory environment with a stainless steel vortex tube. As long as the environment stays dry, it is not a problem but if the environment is wet, or the enclosure cooler is used in a wash down environment such as in a NEMA 4 (IP56) area, then the risk of galvanic corrosion is much higher.
Anodizing the aluminum is one way to help prevent that from happening as it provides insulation to the galvanic action. But some manufactures of these units have not even done that.
Nex Flow Air Products Corp. uses stainless steel vortex tubes and stainless steel muffling, sleeves, etc. – no aluminum in their cabinet enclosure coolers (Panel Coolers) to avoid galvanic corrosion which can occur if the units are subjected to a humid environment or wash down procedures. Their NEMA 4 (IP 56) units are stainless steel for NEMA 4-4X environments.
What also comes into play is the surface area of each material used. For example, if there is a large area of aluminum and a little stainless steel screw, there will not be much of a problem. Aluminum air knives for example can have stainless steel screws and the galvanic action remains minimal. Nex Flow anodizes their aluminum material to be extra cautious. Most compressed air operated air knife producers however do not anodize. (The near term negative effect of a factory environment on non-anodized aluminum is another topic.)
To keep the aluminum/stainless mix acceptable, the stainless part should be small and the aluminum part large, and of course, keep them dry and away from a humid area. Better still, either anodize the aluminum or just do not mix the materials.
Nex Flow Air Products Corp. manufactures compressed air operated products for blow off, drying, cleaning, cooling and moving along with specialized pneumatic technology to reduce noise, energy use, and to improve the compressed air productivity in a factory environment.