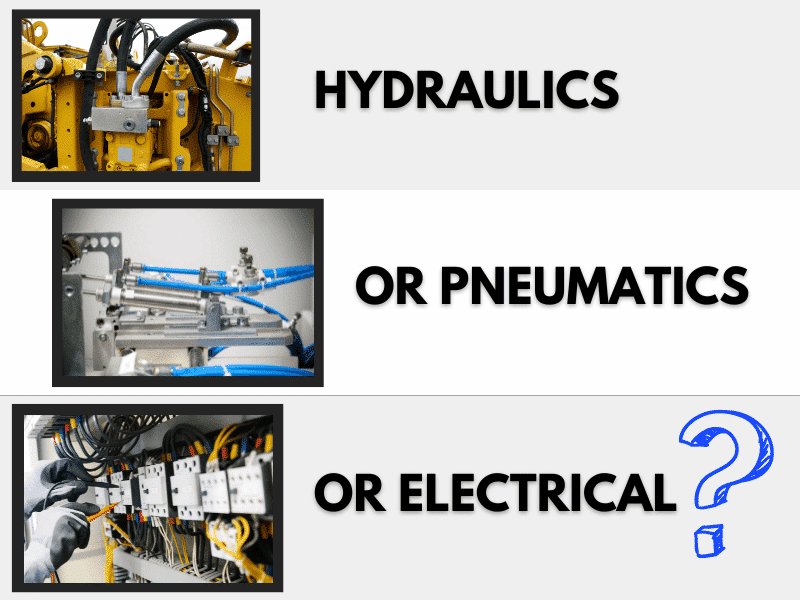
Hydraulics and or pneumatics are essential parts of various industries. They are critical to the performance of several types of tasks. Experts project both for continued worldwide growth well into the decade.
Hydraulics utilize a pressurized incompressible hydraulic fluid to produce and transmit a force to initiate a mechanical process, usually through cylinders. In the majority of cases, the fluid is oil. The system multiplies the applied force as the liquid travels through it, creating up to nine times more force than the initial applied force.
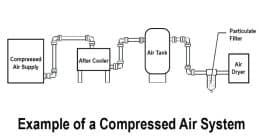
Pneumatics uses compressed air, produced by air compressors and transmitted via pressurized air lines. It also transmits a force and initiates a mechanical process through cylinders, and can directly apply to a target for blow-off, drying, cleaning, and cooling, either directly or through other devices.
Valves regulate the flow of air. Some forms of pneumatics inject inert gases into the process for specialized operations.
Benefits of Hydraulics:
- Easy to control
- High Force
- Constant and consistent force
- Few moving parts so relatively easy to maintain and simple to use.
- Relatively safe
Applications include hydraulic lifts, brakes, and applications in heavy industry and mining.
Benefits of Pneumatics:
- Pneumatic systems are often 50% of the cost of hydraulic systems
- Efficient when the air distribution systems are properly cared for to eliminate any complications with internal parts.
- Low maintenance and long life with pneumatic actuators.
- When power must be relayed over long distances, pneumatic systems are superior.
- Pneumatic devices are air-based with less complicated and compact designs and generally lower cost than hydraulic parts
Deciding to use a Hydraulic or a Pneumatic System
One type of system is generally suited well toward specific functions with a wide range where both can be used in between
Advantages of Hydraulics
- Safe and easy to maintain with fewer moving parts
- Fast Response time and more power (force)
- Liquid does not absorb supplied energy ie, incompressible
- Easily controlled
Disadvantages of Hydraulics
- Poor resistance to working fluid pollution, so fluid must be well-maintained
- Sensitive to temperature changes as fluid can be affected
- Hidden danger of leakage and environmental concerns, which is an ever-growing issue.
- Difficult for manufacturing and high in cost
- Not suitable for long-distance transmission.
- Possible fire hazard if not properly designed and if has inadequate safety protocols
Advantages of Pneumatics
- Uses abundant air
- The compressibility of air allows for storage
- Simple, lower construction costs, and easy to handle.
- Pressure and force can be controlled to a high level.
- Low Maintenance
- Explosion-proof as air is not explosive
- Low cost, simpler designs, and more compact designs
- Fire-proof as air does not burn
Disadvantages of Pneumatics
- Knowledge – there is a huge gap between knowledge about pneumatics compared to knowledge about hydraulics
- Limited force and power
- Due to its ability to transmit power over long distances, extra care is needed to keep the compressed air supply in working order.
- Generally high energy cost
Factors that Effect What to Choose?
Load or force – When a load is only a few pounds, pneumatics are a more practical choice since the force of hydraulics is unnecessary. But if it is high, you have little choice but to use hydraulics.
Cost – Pneumatics can operate from a single centralized compressor or group of compressors that can run a whole facility. This configuration is significantly lower in cost than hydraulic systems with machine-by-machine pumps and motors to maintain and repair.
Durability – Pneumatic systems are highly durable and seldom need repair. Even when they may fail gradually or leak air, they can still function. In the case of leaks, pneumatic systems, unlike hydraulic systems, are more environmentally friendly because they leak air instead of oil, allowing repairs to be scheduled without causing production downtime.
Speed – The wide use of pneumatic systems is found in factory automation, packaging, and applications where speed is essential and loads are low. The speed of pneumatic systems is high just because of the more compact and simpler designs.
Hygiene – Pneumatic systems win out over hydraulics in the field of hygiene, as air can only leak out of your system. Pneumatic systems are generally favored by environmentally conscious companies or those contemplating greener manufacturing practices.
This is an increasing factor when either pneumatics or hydraulics can be used. Pneumatics for a clean room, a pharmaceutical laboratory, or the food and beverage industry is universal.
Energy Cost
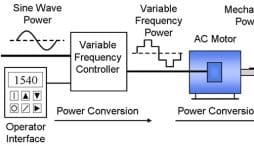
Energy cost is another important consideration. Both systems usually require an input of electrical power to drive them. A pneumatic system needs a compressor to continuously run to provide compressed air.
The air supply in a pneumatic system cannot be recycled and requires constant replenishment, so energy consumption in this respect may be high.
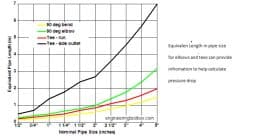
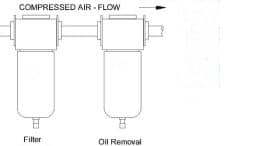
Air leakage due to system wear and tear, lack of care in the replacement of worn parts, and pressure loss with the incorrect choice of fittings, filters, etc, also wastes energy in the system. However, while hydraulics require energy to operate, they can become more energy efficient in the long run if properly filtered and maintained.
But in both processes, technological improvements and preventative maintenance greatly affect the real energy cost. In both cases, a poorly maintained system will use more energy. It is conceivable that a well-maintained pneumatic system will be more energy efficient than a poorly maintained hydraulic system.
The comparison can be even more complex when considering replacement parts costs much lower with pneumatics.
Maintenance Cost
Companies too often focus solely on energy costs, neglecting the intertwined maintenance costs. Pneumatic systems, being cleaner and simpler, typically require only a regular schedule of inspection and preventive maintenance. Tasks like checking seals and preventing air leaks suffice to maintain their operation.
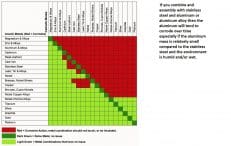
In contrast, hydraulic systems frequently grapple with corrosion as their primary challenge. Unless made from non-corrosive materials like galvanized steel, these systems demand regular monitoring to evaluate the impact of the fluid medium on the pipes.
Furthermore, replacement hoses and parts for hydraulic systems tend to be more expensive.
Safety – Pneumatics is undoubtedly the safer option. Compressed air leakage will not cause contamination, does not generally pose a fire risk, and won’t explode. However, escaping high-pressure air through mechanical failure may cause physical injury.
Hydraulic fluids are always at risk of potentially dangerous leaks. Even water can cause damage if it’s hot enough to scald. The fluid media may be poisonous and may be combustible, requiring special safety precautions.
Eventually, one must drain and dispose of used oil or fluids, a cost that continues to grow.
Complexity – Hydraulic systems typically have fewer moving parts but rely on complex engineering that requires a system of valves and hoses, a pump powered by an external energy source, and a tank for storing the liquid medium.
Pneumatic system designs also typically feature simplicity and operate at much lower pressure, allowing for the use of cheaper and less complex materials for their parts. Compressed air is not corrosive or combustible, much less of a safety hazard.
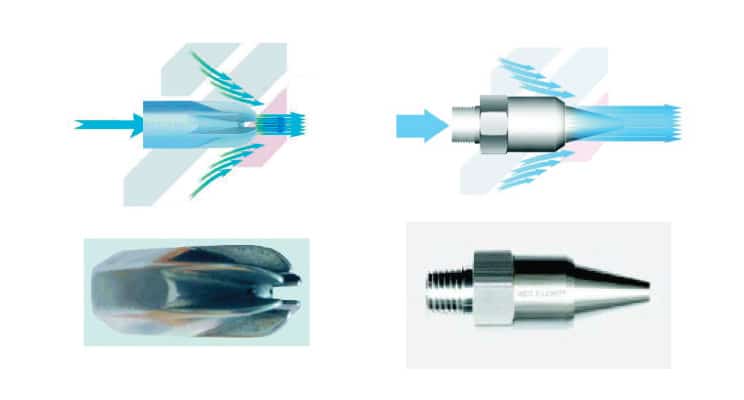
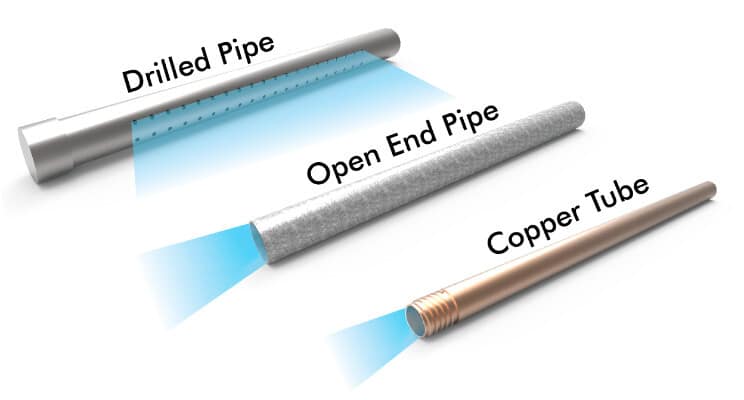
Technological advances have increased the variety of uses for pneumatic systems, with miniaturization and new materials helping to reduce weight as well as bulk and with technologies to improve the efficiency of compressors and even air nozzles and devices used for cooling, drying, and cleaning and conveying.
Initial Cost – Often, whether a project is even started can depend on the upfront cost. Typically, a hydraulic system will have a much higher initial cost than a pneumatic system.
Final Thoughts
For low-scale engineering and mechanical tasks, pneumatic devices are the best choice, whereas hydraulic systems excel in applications needing higher force and heavy lifting. These are the guidelines for extreme uses. When the choice falls between both systems, it boils down to which factors are most important to the decision makers involved.